Види та категорії стандартів
Поля допусків отворів і валів в ЕСДП і їхнє позначення на кресленні
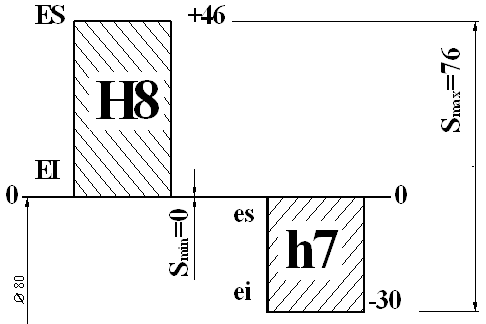
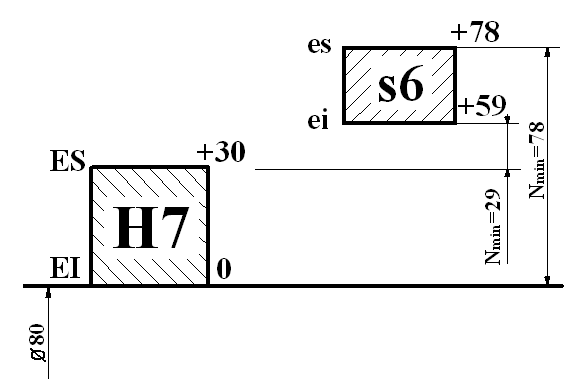
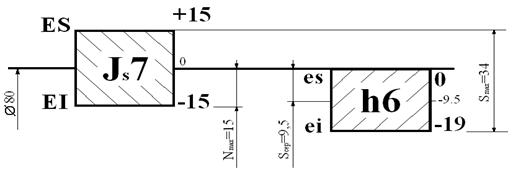
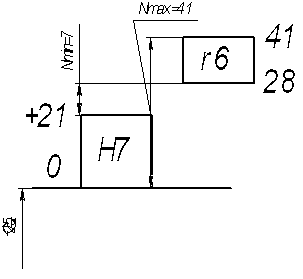
Посадки з натягом
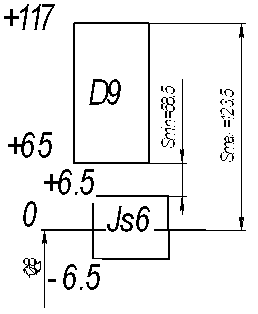
Приклади посадок системи отвору та системи вала
Положення поля допусків за стандартом
Одиниця допуску і квалітет
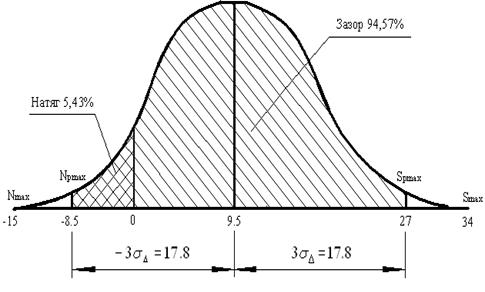
Визначення натягів
Приклад розрахунку
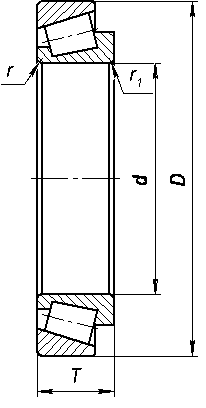
Особливості полів допуску підшипників кочення
Терміни і визначення відхилень і допусків форми
Методи й засоби контролю форми і розташування поверхонь
Терміни і визначення параметрів шорсткості
Вимоги до виготовлення калібрів
Терміни й визначення
Навигация
Терміни й визначення
Взаємозамінність, стандартизація та технічні вимірювання
93466
знаков
15
таблиц
35
изображений
13.2 Терміни й визначення
На профілю метричної різі (рис. 1) зазначені всі основні параметри.
Будь-який вид різі характеризується профілем, діаметрами, кроком, ходом та іншими параметрами.
Вісь різі - це лінія, відносно якої утворено гвинтову поверхню різі.
Профілем різі є профіль виступу та канавки у площині, яка проходить через вісь.
Основний профіль різі - це спільний для зовнішньої та внутрішньої різей профіль, який обумовлюється номінальними розмірами його лінійних та кутових елементів і є основою для визначення номінального профілю різі.
Вершина різі являє собою частину гвинтової поверхні, яка з'єднує суміжні сторони різі по верху її виступу.
Зовнішній діаметр різі (D, d) - це діаметр умовного прямого колового циліндра, описаного навколо вершин зовнішньої або западин внутрішньої різі: D - зовнішній діаметр внутрішньої різі (гайка); d - зовнішній діаметр зовнішньої різі (болт).
Внутрішнім діаметром різі (d1, D1) є діаметр умовного прямого колового циліндра, вписаного в западини зовнішньої або вершини внутрішньої різі: d1 - внутрішній діаметр болта; D1 - внутрішній діаметр гайки.
Середній діаметр різі (d2, D2) - це діаметр умовного циліндра, вісь якого збігається з віссю різі і кожна твірна якого перетинає профіль різі так, що її відрізки, утворені при перетині з канавкою, дорівнюють половині номінального кроку різі.
Номінальний діаметр умовно характеризує розміри різі і використовується при її позначенні.
Крок різі Р являє собою відстань по лінії, яка паралельна осі різі, між двома відповідними точками двох сусідніх витків.
Кут профілю різі α – кут між суміжними бічними сторонами профілю різі у площині осьового перерізу.
Вихідним трикутником різі є трикутник, вершини якого утворюються точками перетину подовження бічних сторін основного профілю різі.
Висота вихідного трикутника Н - це відстань між його вершиною й основою в напрямку, перпендикулярному до осі різі.
Метрична різь (рис. 1) характеризується кутом профілю α = 60°. Найбільш поширені метричні різі з діаметрами від 1 до 600 мм. Основною особливістю профілю метричної різі є те, що його вершини зрізані по внутрішньому діаметру гайки на відстані Н/4, а по зовнішньому діаметру болта - на відстані Н/8 від вершини теоретичного профілю.
Рис. 1 Метрична різь
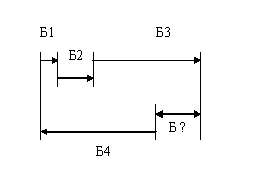
Рис. 2 Положення полів допусків внутрішньої різі
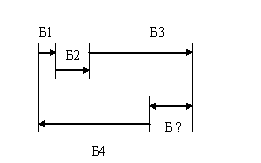
Рис. 3 Положення полів допусків зовнішньої різі
Кріпильна метрична різь застосовується при роз’ємному з’єднанні запчастин машин. Головне її призначення – забезпечення міцності з’єднань та збереження щільності стику у процесі тривалої експлуатації.
Приклад
Дано: М16х1-6Н/6g - метрична різь з зазором (для з’єднання H/h – риc. 4, 7).
1. Беремо з ДСТ 24705-81 параметри:
Р=1 мм
D=d=16,000 мм
D1=d1=14,917 мм
D2=d2=15,917 мм
D3=d3=14,773 мм
2. Знаходимо висоту теоретичного трикутника та вказуємо основні параметри (рис. 4):
![]()
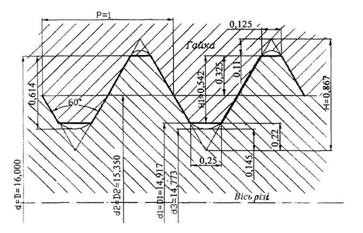
Рис. 4 Метрична різь М16х1-6Н/6g
3. З ДСТ 16093-81 знаходимо граничні відхилення:
(6g)d: es=-26 мкм(7g)D: EI=0
ei=-206 мкмD2: EI=0
d2: es=-26 мкм ES=160 мкм
ei=-138 мкмD1: EI=0
d1=es=-26 мкм ES=236 мкм
4. Допуски розмірів отвору і вала відповідають формулам:
TD=ES-EI
Td=es-ei
Тобто:
TD2=160 мкм =0,16 мм
TD1=236 мкм =0,236 мм
Td2= -26+138=112 мкм = 0,112 мм
Td=-26+206=180 мкм =0,18 мм.
Знайдені допуски розмірів вказуємо на рис. 2, 3.
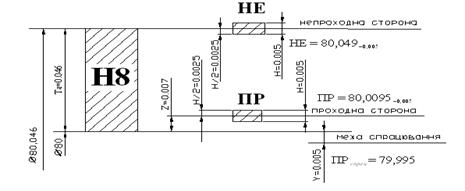
13.3 Нарізні калібри
Нарізні пробки ПР для контролю гайок і нарізні кільця для контролю болтів є прототипами деталей, що з’єднують. Прийняті по них нарізні деталі забезпечують повну взаємозамінність.
Вгвинчування пробки ПР у гайку показує, що середній діаметр не виходить за встановлений найменший граничний розмір, наявні помилки шагу і кута профілю різі гайки компенсовані відповідним підвищенням середнього діаметра, D1>d (зовнішній діаметр гайки не менше зовнішнього діаметра болта). Отже, прохідна пробка контролює наведений середній діаметр D2 - це значення середнього діаметра різьблення, збільшене для болта і зменшено для гайки на сумарну діаметральну компенсацію відхилень шагу і кута нахилу бічної сторони профілю, тобто:
![]()
а для гайки:![]()
Якщо прохідна пробка НЕ не вгвинчується, то це означає, що середній діаметр гайки не перебільшує встановленого найбільшого граничного розміру. Для зниження впливу помилок шагу і кута профілю на результати контролю непрохідні калібри мають невелике число витків (2,5-3) і малу вимірювальну довжину сторін профілю із притупленням по зовнішньому діаметру, та канавку по внутрішньому діаметру.
Такий профіль різі НЕ пробки пристосований до перевірки тільки середнього діаметра і називається вкороченим. Пробка НЕ, як правило, не повинна вгвинчуватися в гайку, але при нормальній довжині різі допускається вгвинчування до 2-х обертів з одного торця деталі або в сумі з 2-х сторін. Робочими калібрами для перевірки болтів є нарізні ПР і НЕ кільця, а також нарізні скоби.
Для контролю самих робочих калібрів передбачені контрольні калібри у вигляді нарізних пробок, які позначаються:
1)КПР-ПР і КПР-НЕ
2)У-ПР і У-НЕ
3)К-И і КИ-НЕ
4)КНЕ-ПР і КНЕ-НЕ
1)Тверді робочі ПР кільця перевіряють контркалібрами - прохідною пробкою, що повинна згвинчуватися - КПР-ПР і непрохідною пробкою, що не повинна згвинчується - КПР-НЕ.
2)Регульовані робочі нарізні кільця встановлюють по контркалібрам у вигляді настановних пробок: У-ПР - для прохідного нарізного кільця, У-НЕ - для непрохідного кільця.
3)Зношування робочих кілець і скоб перевіряють контркалібрами:
К-И – прохідних;
КИ-НЕ - непрохідних
4)Тверді робочі непрохідні кільця перевіряють контркалібрами - прохідною пробкою КНЕ-ПР і непрохідною КНЕ-НЕ.
5) Регульовані робочі скоби перевіряють тільки прохідними пробками КПР-ПР і КНЕ-ПР.
ГОСТ 160ФЗ—SI
Дані положення відповідають ДСТ 24705-81 (рис. 5, 6)
Рис. 5 Положення полів допусків зовнішньої різі з основними відхиленнями d, e, f, g з основним відхиленням h
Рис. 6 Положення полів допусків внутрішньої різі з основними відхиленнями E, F, G з основним відхиленням H
Питання для самоперевірки:
1. Назвіть основні параметри різі
2. У чому складається призначення нарізних з’єднань?
3. Які величини входять у зведений середній діаметр?
4. Які ступені точності встановлені для середнього та поверхневого діаметрів поверхневої різі?
5. Яке визначення внутрішньої та поверхневої різі?
Лекція №14
Тема: Контроль якості продукції у машинобудуванні
14.1 Визначення якості продукції машинобудування
Якістю продукції називають сукупність характеристик продукції (процесу, послуг), які стосуються її здатності задовольняти визначені потреби. Характеристика продукції - це об'єктивна її особливість, за якою її відрізняють від інших видів продукції.
Якість виготовлення - це сукупність характеристик процесу виготовлення продукції, від яких залежить відповідність цього процесу та його результатів певним вимогам. Показник якості продукції - це кількісна характеристика однієї чи кількох її властивостей, що визначають її якість за певних умов створення, використання чи споживання.
Галузь науки, яка пов'язана з кількісною оцінкою якості продукції і називається кваліметрія.
Основним завданням цієї науки є обгрунтування номенклатури показників якості продукції, розроблення методів і засобів їх розрахунку, вимірювання, контролю, оптимізації, виділення узагальнених показників якості продукції, використання їх для прогнозування змін якості продукції у часі та просторі, керування рівнем якості продукції різного призначення, створення системи стандартів (ДСТ 180 9001-95; ДСТ І8О 9002-95 тощо).
Серед практичних завдань контролю якості - розроблення методів визначення оптимальних значень показників якості продукції, аналіз вимог до неї, точності вимірювання, порівняння та репрезентативності показників якості, уніфікації методів і засобів визначення окремих властивостей продукції, що зумовлюють її якість.
14.2 Поняття фізичних величин
Фізичні величини та показники якості - не тотожні між собою. За допомогою перших описують властивості, які в сукупності зумовлюють якість продукції. Фізичні величини відображають об'єктивні властивості природи, а показники якості - суспільну потребу за певних умов. Наприклад, маса - фізична величина, а маса виробу - показник його транспортабельності; швидкість - фізична величина, а експлуатаційна швидкість автомобіля чи літака - показники їх призначення; освітленість - фізична величина, а освітленість робочого місця - ергономічний показник якості продукції.
14.3 Приклади відносних показників якості
Абсолютні значення показників якості бувають розмірними й безрозмірними, а відносні - тільки безрозмірними. Наприклад: відносна трудомісткість виготовлення продукції за трудомісткістю виготовлення заготовок (%):
![]() ,
,
де Ттз - відносна трудомісткість (%) виготовлення продукції за обсягом трудомісткості виготовлення заготовок Т , нормо-год;
Т - загальна трудомісткість виготовлення продукції, нормо-год.
Відносна вартість продукції за вартістю заготовок (%):
![]()
де Ввз - відносна вартість (%) виготовлення продукції за вартістю виготовлення заготовок Вз, грн;
В - загальна вартість виготовлення продукції, грн.
Якість продукції є функцією багатьох факторів. Наприклад, якість продукції машинобудування залежить від технічного рівня галузі (досконалості та технологічності конструкції, рівня матеріально-технічного забезпечення виробництва, якості використовуваних матеріалів, заготовок і комплектувальних виробів, енерго- та матеріаломісткості продукції, рівня механізації та автоматизації виробництва, стандартизації, сертифікації тощо), експлуатаційних показників якості продукції (кількості та надійності виконуваних функцій, ремонтопридатності, економічності, ергономічності, безпеки праці, патентної чистоти та захищеності, дизайну тощо).
Контроль якості продукції, стандартизація та метрологія - тісно пов'язані між собою галузі, які доповнюють одна одну та забезпечують об'єктивність оцінки якості праці виробників продукції різних галузей народного господарства, у тому числі хімічного машинобудування.
Кожна властивість може мати кілька характеристик, але тільки найприйнятнішу з них називають мірою.
За міру властивостей фізичних величин беруть лінійні й кутові розміри, масу, час, тиск, швидкість тощо, а мірами властивостей, які означають якість продукції, є показники її якості. Для оцінки властивостей фізичних величин використовують вимірювання геометричних і механічних величин, тиску й вакууму, температури та інших теплофізичних параметрів, частоти та часу, магнітних, електричних, акустичних величин тощо.
Об'єктами вимірювань є не тільки фізичні величини. Наприклад, в економіці поширеним є поняття вартості, яке спільне для всіх видів товарної продукції, хоча кількісно воно є різним для кожної з них. Іншим прикладом може бути ціна, яка колись оцінювалась кількістю різних товарів, а в епоху товарно-грошових відносин - грішми. Вартість і ціна є різними показниками товарної продукції, які відносять не до фізичних величин, а до економічних показників продукції.
Розробляються та запроваджуються у виробництво стандарти й рекомендації, які встановлюють єдину термінологію, методи та засоби вимірювання, контролю та забезпечення заданого рівня якості продукції.
Питання для самоперевірки:
1. Дайте визначення якості продукції машинобудування.
2. Чим відрізняються поняття фізична величина, властивість, параметр та показник якості продукції?
3. Що спільного між фізичною величиною та показниками якості продукції?
4. Наведіть приклади комплексних показників якості продукції.
5. Яку властивість продукції називають мірою?
6. Як визначають показники якості продукції?
Похожие работы
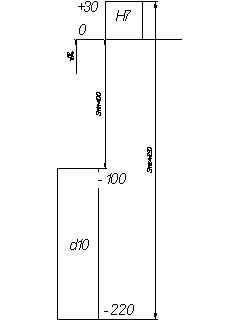
... – 0,046 = 71,954 мм Визначимо граничні зазори: Smax = Dmax – dmin = 72,046 – 71,954 = 0,092 мм Smin = Dmin – dmax = 72,000 – 72,000 = 0,000 мм 3.4 Взаємозамінність нарізних сполучень Завдання: Для нарізного сполучення кришка складального креслення прийняти розміри нарізного сполучення й уточнити по стандарті. Призначити крок різьблення, середній діаметр і внутрішній діаметр різьблення. ...
... = = – 0,8 мм , тобто граничні відхилення складових ланок призначені правильно. 3.2 Розрахунок імовірнісним методом (пряма задача). Завдання 3.2. Для можливості порівняння з розрахунком за методом повної взаємозамінності розглянемо той же розмірний ланцюг (див. рис. 3.1). 1 - 3-й пункти аналогічні відповідним пунктам розв'язку методом повної взаємозамінності. 4. Приймаємо, що розсіювання ...
... і вал, надлишкова теплота буде видалятись примусовою прокачкою масла. 13. Визначаємо об’єм масла, що прокачується через підшипник: = 0,2 л/хв 2.2 Розрахунок допусків, посадок та параметрів посадок гладких циліндричних з’єднань Умова: Для трьох циліндричних з’єднань ( D1, D4, D5 ) підрахувати граничні розміри, допуски, величини найбільших, найменших і середніх зазорів (натягів), допуск ...
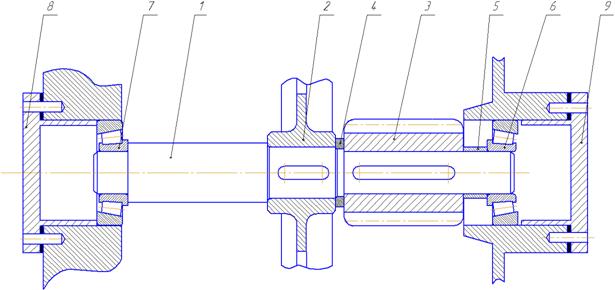
... напрессовываются подшипники поз.6 и 7. После этого вал устанавливается в редуктор с регулировкой осевой игры с помощью набора прокладок привертными крышками поз.8 и 9. Рисунок 1.- Сборочная единица (промежуточный вал редуктора) 2 ИСХОДНЫЕ ДАННЫЕ Тип производства – единичное. Передаваемый крутящий момент – 0,0722·103 Н*м. Частота вращения вала n =576 об/мин. Параметры шестерни: m n= ...
0 комментариев