Навигация
Планирование и организация производственного процесса
54348
знаков
9
таблиц
0
изображений
5.2 Планирование и организация производственного процесса
По разработанной раннее ТСС определяют наиболее целесообразную последовательность общего ТП сборки изделия. Состав операции сборки устанавливается так, чтобы на каждом рабочем месте выполнялась однородная по характеру и технологически законченная работа. Это содействует специализации работников и увеличивает продуктивность труда. Так как сборочные работы неоднородные, то их необходимо разделить. Обычно механические сборочные работы выполняются раньше.
При построении маршрута операций сборки решают вопрос об организации производственного процесса. Для предприятий массового и серийного производства РЭА характерно применение одно - и многономенклатурных безперерывных однопоточных линий (ГОСТ 14.312-74). Поточная сборка характеризуется безперерерывностью процесса, построенного на дифференцированных операциях, и выпуском готовых изделий через определенный промежуток времени, что называется ритмом (тактом) выпуска. Поточная сборка более продуктивнее, она сокращает производственный цикл и межоперационные заделы деталей, дает возможность применения механизации и автоматизации в производстве, уменьшает трудоемкость изготовления изделий.
Для обеспечения ритмичного выпуска изделий время, которое расходывается на выполнение каждой операции, должно быть одинаковым и равным или кратным ритму. При крупносерийной сборке, маленьких размерах сборочных элементов ритм выпуска единицы изделия является довольно незначительным. С целью уменьшения дополнительного времени, удобства сборки, транспортирования, планирования и учет труда линию рассчитывают и организовывают не по искусственному ритму, а по ритму условного объекта - пачки одноименных сборочных элементов. Технологической основой организации поточных линий является типовые и групповые ТП сборки.
Поточная линия обычно оснащивается конвейером, который часто определяет ритм работ и по своему назначению может быть транспортным и сборочным. Самая высокая продуктивность при конвейерной сборке достигается синхронизированием операций. Условиям синхронизации, прежде всего, отвечают операции, которые состоят с большого числа технологических переходов. Поэтому необходимо выбрать со всей совокупности технологических переходов такие операции, которые по времени выполнения одинаковы. Это дает возможность на всех рабочих местах конвейера начинать и оканчивать операцию приблизительно в тот самый момент времени, а также применять вместо безперерывного конвейера пульсирующего действия.
В данном случае сборочный цех должен быть оснащен транспортным конвейером, который должен перемещать прибор вдоль рабочих мест. Это необходимо для того, чтобы уменьшить затраты и время транспортирования изделия и деталей.
Для организации производственного процесса рассчитывается такт выпуска следующего предмета на однопредметной поточной линии:
Т=ТПЛ/N,
де ТПЛ - плановый период (в данном случае он составляет три квартала, т.е. 200 рабочих дней при условии пятидневной рабочей недели),
N - программа выпуска за плановый период данного изделия (это 50000 штук).
Т=(200×8,25×60)/50000=1,98 (мин/шт)
5.3 Разработка маршрутного ТП
В поточном производстве необходимый уровень дифференцирования операций в основном определяется ритмом сборки. Оптимальная последовательность технологических операций зависит от их содержания, оборудования, которое используется, и экономической эффективности. В первую очередь выполняются неподвижные соединения, которые требуют значительных механических усилий. Каждая следующая операция не должна мешать выполнению последующей операции. На заключительных этапах собираются подвижные части изделия, разъемные соединения, устанавливают детали, которые будут заменяться во время настройки.
Блок-схема ТП сборки данного изделия представлена в дополнении А. С нее видно, что для сборки данного изделия необходимо иметь лишь один цех №44, в котором необходимо разместить разнообразные участки, которые должны быть соединены замкнутым транспортным конвейером, а все операции должны выполнятся со снятием изделия с транспортной платформы. А операция армирования ПП должна выполняться в другом цехе, где выполняются все операции, которые требуют значительных механических усилий.
Для каждой операции рассчитывается число рабочих мест, а также рассчитывается общее число рабочих мест на линии.
Число рабочих мест на линии рассчитывается по формуле:
К=åСі=ТТР/Т,
де Сі - число рабочих мест, что выполняют параллельно і-тую операцию;
Сі=ТШТі/Т,
ТШТі - норма штучного времени і-й операции;
ТТР - тяжесть сборки предмета;
Т - такт выпуска изделия (он равен 1,98мин/шт).
Тогда для каждой операции значение числа рабочих мест указано в табл.5.1 (номера операций в соответствии с указанными на блок-схеме маршрутного ТП сборки).
Некоторые операции по видам работ можно объединить в участки, которые будут расположены в цехе по ТП сборки изделия. Таким образом, цех должен содержать:
1 - подготовительный участок (где необходимо выполнять операции по подготовке сборочных единиц и элементов, которые входят в изделие, к сборке);
2 - участок армировки;
3 - участок сборки ЭРЭ;
4 - участок групповой пайки (она должна содержать устройства для выполнения пайки волной припоя и промывки после нее);
5 - участок контроля и деффектации (здесь должно проводиться операции контроля электрических параметров, контроля качества пайки и деффектации ПП);
6 - участок ручной пайки (здесь выполняются электрическое соединение шнура с ПП и ПП с основанием корпуса, а также ЭРЭ с ПП);
7 - участок контроля ОТК;
8 - склад готовых изделий (где также будет выполняться упаковка готовых изделий в индивидуальной тары).
Таблица 5.1 - Определение числа рабочих мест на линии| Операция | Норма времени на выполнение, мин | Число рабочих мест |
| Комплектация | 1 | 0,5 |
| Распаковка | 1 | 0,5 |
| Формовка выводов | 1.5 | 0,8 |
| Лужение | 1 | 0,5 |
| Упаковка в кассеты ЭРЭ | 1 | 0,5 |
| Армирование ПП | 2 | 1 |
| Установка ЭРЭ | 10 | 5 |
| Контроль установки | 2 | 1 |
| Групповая пайка волной | 1,4 | 0,75 |
| Промывка | 1,2 | 0,7 |
| Контроль качества пайки | 1 | 0,5 |
| Деффектация ПП | 1 | 0,5 |
| Установка ПП | 1,5 | 0,8 |
| Установка динамических головок | 2 | 1 |
| Установка кнопки | 1,5 | 0,8 |
| Установка трансформатора | 1,9 | 0,96 |
| Установка предохранителя | 1,5 | 0,8 |
| Установка конденсаторов | 2 | 1 |
| Установка соединителя | 1,4 | 0,75 |
| Установка сетевого шнура | 1,2 | 0,7 |
| Сборка жгута | 2 | 1 |
| Распайка жгута | 2 | 1 |
| Настройка и регулировка параметров | 1,5 | 0,8 |
| Соединение крышки с корпусом | 1,2 | 0,7 |
| Контроль ОТК | 0,7 | 0,35 |
| Пломбировка изделия | 0,7 | 0,35 |
| Упаковка изделия в тару | 0,65 | 0,3 |
| Всего | 45,85 | 23,56 |
С этой таблицы можно сделать вывод, что выполнение некоторых операций необходимо объединить на одном рабочем месте. Это такие операции, как комплектация и распаковка ЭРЭ; лужение выводов ЭРЭ и укладка их в кассеты; контроль качества пайки и деффектация; пломбирование, контроль ОТК и упаковка.
Таким образом, таблица 5.1 принимает вид, показаний в табл.5.2.
Таблица 5.2 – Число рабочих мест на линии по операциям
| Операция | Норма времени на выполнен-е, мин | Число рабочих мест | Номер участка | Номера рабочих мест |
| Комплектация и распаковка ЭРЭ | 2 | 1 | 1 | 1 |
| Формовка выводов ЭРЭ | 1,5 | 1 | 1 | 2 |
| Лужение выводов и упаковка ЭРЭ в кассеты | 2 | 1 | 1 | 3 |
| Армирование ПП, маркировка | 2 | 1 | 2 | 4 |
| Установка ЭРЭ на ПП | 10 | 5 | 3 | 5,6,7,8,9 |
| Контроль мех. установки | 2 | 1 | 3 | 10 |
| Групповая пайка волной | 1.4 | 1 | 4 | 11 |
| Промывка | 1,2 | 1 | 4 | 12 |
| Контроль качества пайки, деффектация | 2 | 1 | 4 | 13 |
| Установка ПП | 1,5 | 1 | 5 | 16 |
| Установка динамика | 2 | 1 | 5 | 17 |
| Установка кнопки | 1,5 | 1 | 5 | 18 |
| Установка соединителя | 1,4 | 1 | 5 | 19 |
| Установка трансформатора | 1,9 | 1 | 5 | 20 |
| Установка конденсаторов | 0,9 | 1 | 5 | 21 |
| Установка предохранителя | 1,5 | 1 | 5 | 22 |
| Установка сетевого шнура | 1,2 | 1 | 5 | 23 |
| Сборка жгута | 2 | 1 | 5 | 24 |
| Распайка жгута | 2 | 1 | 5 | 25 |
| Настройка и регулировка параметров | 1,5 | 1 | 5 | 26 |
| Соединение крышки и основания | 0,6 | 1 | 5 | 27 |
| Контроль ОТК, пломбировка и упаковка | 2 | 1 | 5 | 28 |
| Всего за цехом: | 23,56 | 28 |
По результатам разработки маршрута сборки изделия была составлена маршрутная карта, которая расположена в дополнении Б., а также общий план цеха приведен на рис. 5.2.
Похожие работы
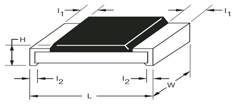
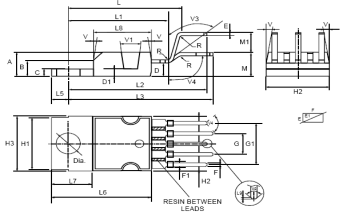
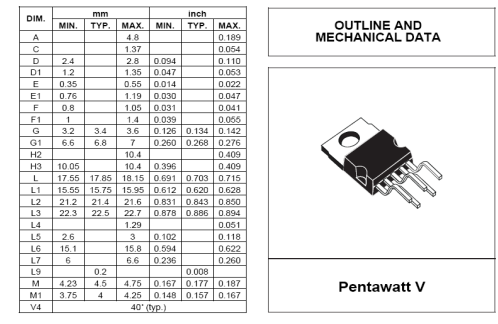
... и внутренних дестабилизирующих факторов. При этом должны быть рассмотрены и обеспечены требования ТЗ по технологическим показателям, эргономике и технической эстетике. Глубина проработки должна быть достаточной для сопоставления анализируемых вариантов. В процессе разработки изделия под названием усилитель мощности автомобильный было исследовано несколько типов корпусов, которые показаны на рис. ...



... выпусков изделий изготовление их ведется путем непрерывного выполнения на рабочих местах одних и тех же постоянно повторяющихся операций. Определим тип производства при изготовлении детали "картер" массой 6 кг. При разработке новых технологических процессов, когда технологический маршрут механической обработки детали не определен, используют коэффициент серийности , (3.5.1) где tв - такт выпуска ...

... от условий эксплуатации. Основание для разработки Основанием для разработки служит задание по курсовому проектированию выданное 03 января 2009г. на тему: "Разработка конструкции цифрового FM-приемника" Источник разработки Источником разработки является схема электрическая принципиальная (Приложение №1) Технические требования Климатическое исполнение О. Общеклиматическое исполнение. Для ...
... перемещения луча приведено на рис. 1.5. Наблюдаемые различия в структуре и твёрдости слоёв зоны в стали 35, обрабатываемой непрерывным излучением лазера на СО2, объясняют различными условиями их нагрева и охлаждения. 1.6. Упрочнение кулачка главного вала В течение последних трёх – пяти лет появились мощные газовые лазеры, обеспечивающие в режиме непрерывной генерации мощность порядка ...
0 комментариев