Анализ дестабилизирующих факторов
Выбор унифицированных узлов и установочных изделий
Выбор и обоснование метода и принципа
Выбор способов и методов защиты от дестабилизирующих факторов
Расчет конструктивных параметров изделия
Расчет теплового режима
Технологическая часть
Выбор и обоснование технологической схемы сборки
Навигация
Выбор унифицированных узлов и установочных изделий
Разработка конструкции и технологии изготовления измерителя емкости
65704
знака
6
таблиц
2
изображения
3.2 Выбор унифицированных узлов и установочных изделий
Выбор унифицированных узлов и установочных изделий проводим на основании одного из требований технического задания к уровню унификации и стандартизации. На основании вышесказанного основное предпочтение отдается стандартизированным изделиям крепежа - практически все крепежные изделия стандартны.
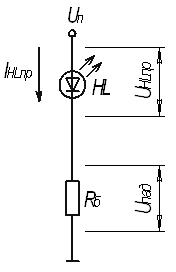
Устанавливается индикаторный газоразрядный модуль является заимствованной - покупной единицей, не нуждающейся в какой-либо доработке.
3.3 Выбор материалов
Выбор материалов разрабатываемой конструкции проводим согласно требований, изложенных в техническом задании. Материалы конструкции должны обладать следующими свойствами:
- иметь малую стоимость;
- легко обрабатываться и быть легкими;
- обладать достаточными прочностью и жесткостью;
- внешний вид материалов корпуса, лицевой и задней панелей должны отвечать требованиям технической эстетики;
- сохранять физико-химические свойства в процессе эксплуатации.
Применение унифицированных материалов в конструкции, ограничение номенклатуры применяемых деталей позволяет уменьшить себестоимость разрабатываемого изделия, улучшить производственную и эксплуатационную технологичность. Изготовление деталей конструкции типовыми технологическими процессами также позволяет снизить затраты при серийном выпуске изделий в промышленности.
При изготовлении элементов несущих конструкций широко применяются алюминиевые сплавы, в частности сплав алюминия с магнием АМг. Магний сильно повышает прочность сплавов. До 12-14% магния пластичность изменяется мало. Сплавы АМг добавочно легируют марганцем, который упрочняет сплав. Данный материал легко обрабатывается давлением (штамповка, гибка и т.д.), хорошо сваривается и обладает высокой коррозионной стойкостью.
Материал для изготовления печатной платы должен иметь следующие показатели (в заданных условиях эксплуатации РЭС): большую электрическую прочность, малые диэлектрические потери, обладать химической стойкостью к действию химических растворов, используемых в техпроцессах изготовления платы. Для изготовления плат общего применения в РЭС наиболее широко используется стеклотекстолит. Фольгированный стеклотекстолит представляет собой слоистый прессованный материал, изготовленный на основе ткани из стеклянного волокна, пропитанной термореактивным связующим на основе эпоксидной смолы, и облицованный с одной стороны медной электролитической оксидированной или гальваностойкой фольгой (изготавливают листами толщиной: до 1 мм - не менее 400х600мм; от 1,5 и более - не менее 600х700мм). На основании вышеприведенного, для изготовления печатной платы может использоваться следующий материал:
- СФ 2-35Г-1,5 ГОСТ 10316-78 - стеклотекстолит фольгированный гальваностойкий предназначен для изготовления печатных плат с повышенными диэлектрическими свойствами.
Поверхностное электрическое сопротивление после кондиционирования в условиях 96ч/ 40°C/ 93%, Ом не менее 1010.
4. Выбор и обоснование компоновочной схемы, методов и принципа конструирования
4.1 Выбор компоновочной схемы
Основная компоновочная схема изделия определяет многие важнейшие характеристики РЭС: габариты, вес, объем монтажных соединений, способы защиты от полей, температуры, механических воздействий, ремонтопригодность.
Различают три основные компоновочные схемы РЭС [2]:
¾ централизованная;
¾ децентрализованная;
¾ централизованная с автономными пультами управления.
Каждая из этих схем обладает своими достоинствами и недостатками.
При централизованной компоновке все элементы сложной системы располагаются в одном отсеке на специальных этажерочных конструкциях или шкафах, длина и количество межблочных соединений сведены к минимуму, ремонт и демонтаж наиболее удобны, легче выполнить качественные системы охлаждения и амортизации. Такая компоновочная схема требует более тщательной экранировки, вызывает затрудненность компоновки изделия, часто требующей доработки его, обладает относительно меньшей надежностью систем охлаждения, герметизации, виброзащиты [2].
Децентрализованная компоновочная схема обеспечивает относительно большую легкость размещения элементов изделия на объекте, не требуется тщательная экранировка отдельных блоков, при соответствующих схемных решениях может быть более надежной, сохраняя частичную работоспособность при выходе из строя отдельных элементов изделия. Недостатком является значительная длина межблочных соединений, затруднен полный демонтаж системы, для каждого отдельного блока необходимо предусматривать автономные системы охлаждения, виброзащиты [2].
Наиболее распространен способ централизованной компоновки, при котором все элементы сложной РЭС, кроме входных и управляющих устройств, распологают в одном участке или отсеке прибора. Однако внутри этого отсека компоновка выполняется в виде совокупности отдельных блоков и приборов [2].
Похожие работы
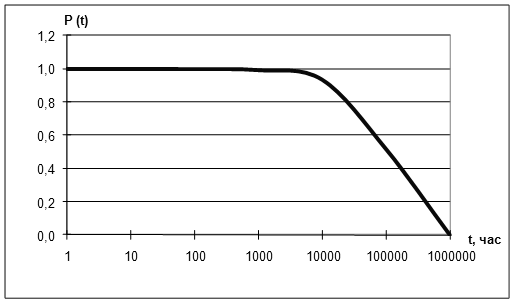
... час., по формуле: (1.7) Рисунок 1.2 – График вероятности безотказной работы Глядя на полученные результаты таблицы 1.2 и рисунка 1.2, становится, очевидно, что цифровой измеритель L и C надежен в работе и может проработать не менее 152439 часов. 2 Технологическая часть 2.1 Анализ технологичности конструкции 2.1.1 Качественный анализ технологичности ...
... открывании кожухов; экраны рекомендуется использовать для защиты от направленных звуковых волн, излучаемых ультразвуковой установкой. Экраны целесообразно использовать в больших рабочих помещениях. Конструкция цифрового измерителя амплитуды УЗ-вибраций построена таким образом, что для проведения измерений амплитуды вибраций поверхности, необходим контакт последней с пьезоэлектрическим щупом, ...

... выше 2·103 см/с. На "планарной" грани скорость поверхностной рекомбинации существенно ниже. а) б) в) г) д) е) ж) з) и) к) л) м) н) Рис. 6.1. Схема технологического процесса изготовления магнитодиода: а) нанесение пиролитического окисла; б) фотолитография для получения маски из фоторезиста под ионное легирование бором; в) ионное легирование бором; г) ...
... мероприятия по обеспечению однородности выпускаемой продукции. Все эти мероприятия можно объединить в четыре группы: 1. совершенствование технологии производства; 2. автоматизация производства; 3. технологические (тренировочные) прогоны; 4. статистическое регулирование качества продукции. 2.10. Проектирование технологических процессов с использованием средств ...
0 комментариев