Основные принципы организации производственного процесса
Производственный цикл и его структура
Виды движения партии деталей в производстве
Организация производственного процесса в пространстве
Типы производства и их технико-экономическая характеристика
Однопредметные непрерывно-поточные линии
Только для непрерывного режима работы производства);
Определение числа рабочих мест на поточной линии и степени их загрузки
Выбор ритма работы поточной линии и построение графика её работы
Методы разработки и принятия управленческих решений
Методы управления персоналом, рациональная организация труда
Общая характеристика автоматического производства и виды автоматических линий
Гибкие автоматизированные производства и гибкие производственные системы
Типы внутрифирменного планирования
Стратегическое и оперативное планирование производства. Процесс планирования в экономической организации
Организация внутрифирменного планирования
Навигация
Виды движения партии деталей в производстве
Организация, планирование и управление производственным предприятием
181026
знаков
10
таблиц
14
изображений
1.6 Виды движения партии деталей в производстве
Возможны три вида сочетания операционных циклов (видов движения предметов труда по операциям производственного процесса):
последовательный;
последовательно-параллельный;
параллельный.
Все виды движения рассмотрим на примере следующего технологического процесса:
1). Технологический процесс трехоперационный.
2). Норма времени на 1-ой операции tшт.кальк1=5 минут; на второй операции – 3 минуты; третьей – 4 минуты. С (число рабочих мест)=С1=С2=С3=1.
3). Величина партии обработки n=10 штук.
4). Транспортная передаточная партия р=2 штуки
Последовательный вид движения.
Характеризуется тем, что каждая последующая операция над партией начинается только после её обработки на предыдущей операции. При этом партия не дробится, а передается в полном объёме.

Где m – число операций рассматриваемого процесса; tпер. – время затрачиваемое на передачу деталей с операции на операцию; tест. – время естественных процессов.
Характеристика вида движения:
Самая простая организация производства.
Самый максимальный производственный цикл при минимальной производительности.
Самый простой контроль.
Имеет место пролёживание или ожидание в течение значительного времени, нередко превышающее оперативное.
Вывод: В серийных, крупносерийных и массовых процессах производства неприемлем.
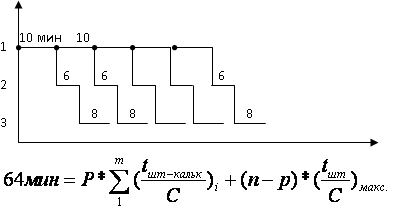
Параллельно-последовательный вид движения (сочетания операций)
Он предусматривает такой порядок передачи изделий или небольших передаточных партий, при котором достигается наибольшая одновременность обработки изделий на операциях. Причем вся партия на каждой операции обрабатывается непрерывно.
Возможны два случая организации производственного процесса:
Первый случай: Время предыдущей операции больше, чем время последующей операции в пересчете на одно рабочее место. В этом случае после обработки последней передаточной партии на предыдущей операции осуществляется её передача на последующую, где она сразу же поступает в обработку. После этого от момента окончания этой обработки достраивается операционный цикл обработки всей партии на последующей операции (обратное планирование).
Второй случай: Время предыдущей операции в пересчете на одно рабочее место меньше, чем время последующей операции. В этом случае первую же обработанную передаточную партию с предыдущей операции сразу же передают на последующую, после чего достраивается операционный цикл всей партии на последующей операции.
![]()
Характеристика:
Значительное сокращение длительности производственного цикла.
Имеет место незначительное пролеживание деталей.
Самый сложный вид организации и контроля производственного процесса.
Имеет место увеличение количества учетно-плановых единиц, что ведет к повышенной загрузке транспортных средств.
Вывод: Целесообразно применять при больших партиях и большой трудоемкости, что свойственно крупносерийному производству.
Параллельный вид движения
Характеризуется тем, что небольшие передаточные партии или даже отдельные изделия передаются с предыдущей операции на последующую немедленно после её обработки на предыдущей операции (в зависимости от смежных операционных циклов). Отдельные передаточные партии имеют независимо от всей партии движение в процессе обработки.
Алгоритм построения плана графика движения предметов труда при параллельном виде.
Построить график движения первой передаточной партии по всем операциям рассматриваемого процесса (последовательный вид движения).
Определить операции имеющие максимальное время переработки в пересчете на одно рабочее место. Достроить операционный цикл этой операции без простоев.
Построить графики движения остальных деталей партии по оставшимся операциям рассматриваемого процесса (будут иметь место гарантированные простои в работе оборудования).
Характеристика:
Самый короткий производственный цикл.
Пролеживание изделий практически полностью отсутствует.
Имеет место упрощения контроля над процессом производства по сравнению параллельно-последовательным видом.
Имеет место простой оборудования на всех операциях кроме лимитирующей.
В случае если имеет место ручные операции в рассматриваемом процессе – сложности в организации труда работающих.
1.7 Производственный цикл сложного процесса
Длительность цикла для сложного производственного процесса может быть определена как максимальная сумма длительностей простых процессов, последовательно связанных во времени друг с другом.
Рассмотрим это на следуюшем примере. Пусть имеется изделие М.
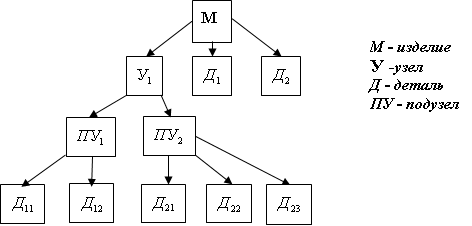
Рисунок– Структурная модель изделия
Таблица - Длительность производственных циклов изготовления деталей
| Деталь |
|
|
|
|
|
|
|
|
| 20 | 15 | 15 | 5 | 2 | 20 | 10 |
Таблица - Длительность циклов процессов сборки
| Предмет сборки |
|
|
|
|
|
| 5 | 10 | 5 | 15 |
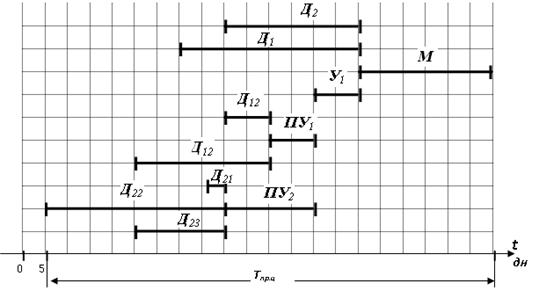
Рисунок - Цикловой график сложного производственного процесса
Похожие работы
... (1 + R/100) , где Т – установленный тариф; ΣЗ – сумма затрат на перевозки; R – планируемая норма рентабельности, %. Верхний предел планируемой нормы рентабельности для автотранспортных предприятий составляет 35%. 2. Установление тарифов по конъюнктуре рынка. В этом случае разработанные тарифы АТП сопоставляют со складывающейся конъюнктурой рынка. При этом возможно установление тарифов по ...
... технологическую оснастку. Применение системы «максимум-минимум» упорядочивает работу инструментального хозяйства. 2. Методология расчета в инструментальном хозяйстве 2.1 Планирование потребности в инструменте (массовое производство) Необходимым, условием рациональной организации инструментального хозяйства является определение потребности предприятия в инструменте и технологической ...
... стратегии. Особое внимание следует уделить составлению договора, чтобы избежать недопонимания между партнерами в будущем. 4. Особенности организации и оперативного управления совместным предприятием 4.1 Особенности организации совместного предприятия Совместные предприятия создаются и действуют на территории принимающей страны на условиях и в юридической форме, определяемых ...
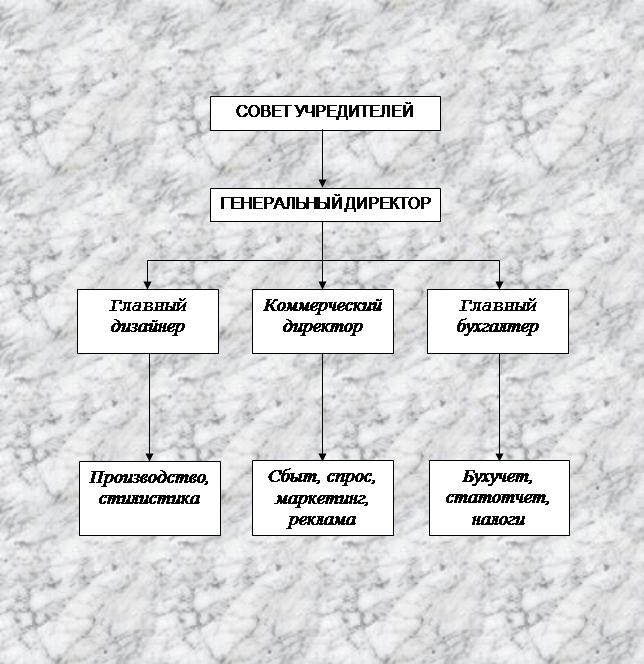
... рабочий стол так, чтобы свет на его поверхность падал спереди и слева. Лучшим является естественное дневное освещение. ГЛАВА 2. Организация производства и управления на предприятии “СУВЕНИР” 2.1. Организационно-управленческая структура Организационная структура любого предприятия сильно зависит от отраслевых особенностей ...
0 комментариев