Навигация
Организация статистического приемочного контроля по количественному признаку
22162
знака
1
таблица
4
изображения
Министерство образования Республики Беларусь
Белорусский государственный университет
информатики и радиоэлектроники
кафедра РЭС
РЕФЕРАТ
на тему:
“Организация статистического приёмочного
контроля по количественному признаку”
МИНСК, 2008
Государственный стандарт ГОСТ 20736-75 (СТ СЭВ 1672-79) /13/ является основополагающим стандартом при контроле качества продукции по количественному признаку и содержит одноступенчатые планы выборочного контроля. Стандарт может быть использован для контроля всех видов штучной продукции, поступающей на контроль в виде одиночных партий и последовательности партий при нормальном распределении одного или двух контролируемых параметров.
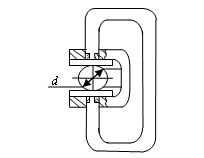
Контроль по количественному признаку заключается в том, что у единиц продукции измеряют численные значения контролируемого параметра, вычисляют выборочное среднее арифметическое значение ![]() и оценивают его отклонение Q от значений одной верхней Тв или нижней Тн или двух заданных границ.
и оценивают его отклонение Q от значений одной верхней Тв или нижней Тн или двух заданных границ.
Выбор плана выборочного контроля. Для выбора плана выборочного контроля необходимо установить:
· объём партии продукции;
· уровень контроля;
· приёмочный уровень дефектности AQL;
· вид контроля;
· среднее квадратическое отклонение или метод его оценки;
· способ контроля.
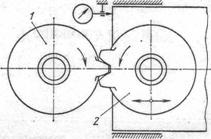
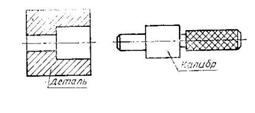
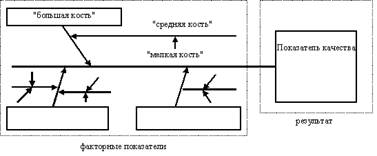
Схема выборочного плана контроля представлена на рисунке 4.31. Уровень контроля.
Стандарт устанавливает пять уровней контроля: I, II, III - общие, S - 3 и S - 4 - специальные. Основным для применения является II уровень контроля.
Приёмочный уровень дефектности. В таблицах стандарта содержится 14 значений AQL в диапазоне от 0,04 до 15. Стандартом предусмотрено установление:
· двух разных значений AQL - для верхней и нижней границ контролируемого параметра;
· одного значения AQL для верхней и нижней границ контролируемого параметра.
Виды контроля. В стандарте установлено три вида контроля: нормальный, усиленный и ослабленный. Планы выборочного контроля для нормального и усиленного контролей выбираются из одних и тех же таблиц стандарта; для ослабленного контроля приведены отдельные таблицы.
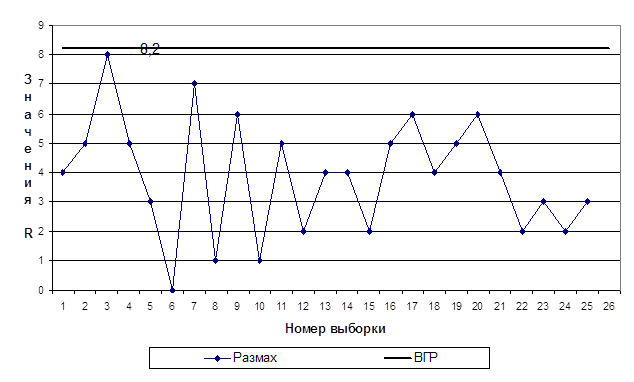
Среднее квадратическое отклонение или метод его оценки. При контроле по количественному признаку в ряде случаев среднее квадратическое отклонение σ контролируемого параметра заранее бывает известно либо неизвестно. Если σ известно, то используется σ - план выборочного контроля. Данный метод предусматривает наименьший объём выборки по сравнению с другими методами и требует меньше вычислений. Если σ неизвестно, стандарт предусматривает два метода его оценки: по выборочному среднему квадратическому отклонению S и по размаху R. В первом случае используется S-план выборочного контроля, во - втором случае - R-план выборочного контроля. При выборе первого или второго метода следует иметь в виду, что S-метод требует меньшего объёма выборки, чем R-метод и даёт более точный результат.
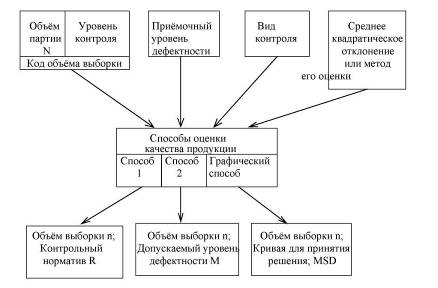
Рисунок 1 Схема выбора плана контроля
Способ контроля. Стандартом предусмотрены три способа выбора плана выборочного контроля. В основе первого лежит известный в литературе К-способ; в основе второго - нахождение входного уровня дефектности; третьего - графический способ.
Первый способ заключается в том, что вычисленное отклонение Q сравнивается со значением контрольного норматива К (КS, КR, Kσ), который находится из таблиц стандарта. Если Q≥К, то партию принимают; если Q < К или хотя бы одна из величин Q отрицательна, то партию бракуют.
Второй способ заключается в том, что по вычисленному отклонению Q и объёму выборки с помощью таблиц стандарта находят оценочное значение р входного уровня дефектности. Величину р сравнивают с допустимым уровнем дефектности М (МS, МR, Mσ), значение которого находят из таблиц стандарта.
Если р < М, то партию принимают; если р > М или хотя бы одна величина отрицательна, то партию бракуют.
Если заданы две границы контролируемого параметра, то следует выбирать второй способ контроля. Если задана одна граница контролируемого параметра, то возможен выбор между первым и вторым способами.
Графический способ заключается в том, что по значениям границы контролируемого параметра, среднего арифметического значения ![]() и среднего квадратического отклонения определяют точки σ/Тв-Тн и
и среднего квадратического отклонения определяют точки σ/Тв-Тн и ![]() -Тн/Тв-Тн, которые заносят на номограмму и по расположению этих точек принимают решение относительно партии продукции. Аналогичным образом определяют точки и для S-планов или R-планов выборочного контроля.
-Тн/Тв-Тн, которые заносят на номограмму и по расположению этих точек принимают решение относительно партии продукции. Аналогичным образом определяют точки и для S-планов или R-планов выборочного контроля.
Порядок проведения контроля. Рассмотрим выбор плана выборочного контроля, когда дисперсия контролируемого параметра неизвестна и оценивается по выборочной дисперсии (S-план).
Случай первый.
Контроль при одной заданной границе контролируемого параметра.
Способ первый. По заданному объёму партии и уровню контроля по стандарту находят код объёма выборки. По коду объёма выборки и установленному AQL по таблицам стандарта находят объём выборки и
контрольный норматив кs. Далее из n измеренных значений выборки контролируемого параметра вычисляют:
• среднее арифметическое значения
![]() (1)
(1)
где Хi - значение контролируемого параметра для i-й единицы продукции выборки;
• выборочное среднее квадратическое отклонение контролируемого параметра
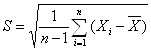 . (2)
. (2)
• величину отклонения ![]() или
или ![]() в зависимости от того, какая граница (верхняя или нижняя) контролируемого показателя задана.
в зависимости от того, какая граница (верхняя или нижняя) контролируемого показателя задана.
Если Qв≥ks или Qh≥ks, то партия принимается. Если Qb<ks или Qн<ks, или хотя бы одна из величин Qв или Qн отрицательна, то партия бракуется.
Способ второй. По заданному объёму партии и уровню контроля по таблице стандарта находят код объёма выборки. По коду объёма выборки и установленному AQL по таблицам стандарта находят объём выборки и допускаемый уровень дефектности МS. Аналогично вычисляют значения Х, S, Qв или Qн. По значению Qв или Qн и объёму выборки по таблице стандарта находят оценочное значение рв или рH.
Если оценочное значение рB≤Ms, то партию принимают. Если оценочное значение рв≥МS или хотя бы одна из величин Qв или Qн отрицательна, то партию бракуют.
Случай второй.
Контроль при двух заданных границах контролируемого параметра.
Похожие работы
... , в области коммунальных услуг. Основной задачей статистических методов контроля является обеспечение производства пригодной к употреблению продукции и оказание полезных услуг с наименьшими затратами. Статистические методы контроля качества продукции дают значительные результаты по следующим показателям: · повышение качества закупаемого сырья; · экономия сырья и рабочей силы; · ...
... и организации процесса контроля. Статус контроля В данном курсовом проекте техническим заданием предусмотрена разработка этапов процесса приемочного контроля детали редуктора цилиндрического соосного двухступенчатого двухпоточного – зубчатое колесо и активный контроль на операции шлифование отверстия. Методы активного и приемочного контроля взаимно дополняют друг друга, сочетаются. Активный ...
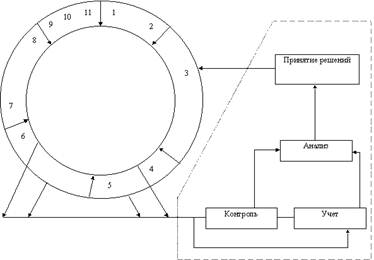
... мероприятий, создающих необходимые условия для выполнения каждого этапа петли качества, чтобы продукция удовлетворяла требованиям к качеству. Управление качеством включает принятие решений, чему предшествует контроль, учет, анализ. Улучшение качества – постоянная деятельность, направленная на повышение технического уровня продукции, качества ее изготовления, совершенствование элементов ...
... к этому документу техническое описание, рецептура, образец-эталон. Требования, предусмотренные в техническими условиями, не могут быть ниже, чем в государственных стандартах. Система управления качеством продукции базируется на комплексной стандартизации. Стандарты определяют порядок и методы планирования повышения качества продукции на всех этапах жизненного цикла, устанавливают требования к ...
0 комментариев