Министерство образования и науки Российской Федерации
Федеральное агентство по образованию
ГОУ ВПО Череповецкий Государственный Университет
Институт Педагогики и Психологии
кафедра: профессионального образования
Реферат по дисциплине: Механизация и автоматизация производственных процессов
Тема: Механизация сборочных процессов
Выполнил студент:
группы 4 ПО - 52
Слизнёв Д.И.
Преподаватель: Мошинская Р.В.
Череповец 2008
Содержание:
Введение…………………………………………………………………………3
1. Механизация сборочных процессов……………………………………4-6
2. Принцип работы инструмента применяемого при сборке…………..7-10
Заключение……………………………………………………………………11
Список литературы…………………………………………………………..12
Введение
Механизация – частичная или полная замена ручного труда человека машинным в той части процесса, где непосредственно происходит изменение формы или качества изделий при сохранении участия рабочего в управлении машинами и контроле за их работой [1, с. 11].
Механизация сборочных процессов в массовом и реже в серийном производстве позволяет за счёт сокращения затрат живого труда повысить производительность при обеспечении высокого качества изделия. В мелкосерийном и единичном производстве используют лишь механизацию инструментов и приспособлений.
Механизация процессов сборки имеет большое значение для снижения усилий затрачиваемых рабочими, времени работы, экономической выгоды предприятия.
1. Механизация сборочных процессов
Детали, поступающие на сборку, очищают от посторонних частиц, масла, следов смазочно-охлаждающих жидкостей (СОЖ), после чего их промывают. Механизировать очистку и промывку деталей, поступающих на сборку, можно различными способами [2, с. 24].
Так, для очистки крупных деталей (станин, картеров) используют механизированные стальные щётки. После очистки детали обдувают сжатым воздухом. Детали средних и небольших размеров промывают водным раствором кальцинированной соды в баках с конвейерным устройством (рис. 1) или однокамерных моечных машинах (рис. 2). Затем детали сушат и обдувают сжатым воздухом [2, с. 24].

Рис. 1. Бак с конвейерным устройством:
1-конвейер; 2-загрузочный лоток; 3-нагревательное устройство; 4-устройство для перемешивания раствора
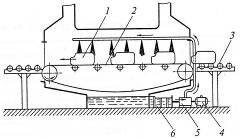
Рис. 2. Однокамерная моечная машина:
1-изделие; 2-конвейер; 3-рольганг; 4-электродвигатель;
5-насос; 6-отстойник с фильтром
Основные слесарно-сборочные работы:
1. Обрубка
2. Обработка канавок
3. Опиливание
4. Шабрение поверхности
5. Притирка
6. Полирование
7. Сверление отверстий
8. Резка [1, с. 44].
Для облегчения выполнения этих работ применяют такие средства механизации, как рубильные молотки, шлифовальные машинки, фрезерные переносные головки, машины с абразивными кругами, ручные шабровочные, притирочные и полировальные.
Для приведения в действие механизированного инструмента используют следующие типы двигателей: электрические, пневматические, гидравлические, двигатели внутреннего сгорания, пороховые заряды.
Принято делить механизированный инструмент на семь групп:
1. Сверлильные электрические ручные машины, в которых инструмент (сверло, зенкер, развёртка) крепятся в зажимной патрон. Эти машины оснащены спецнасадками для зачистки сварных швов, резки тонкого материала, шлифования, распиливания и фрезерования [1, с. 44].
2. Машины для шлифования, полирования, притирки и зачистки. Инструмент применяют как цилиндрический, так и плоский, например, плоские шлифовальные круги и абразивную шкурку на специальной мягкой оправке. Для зачистки деталей используют металлические щётки и крупнозернистую абразивную шкурку. Эта группа машин оснащена пылеотсасывающими приспособлениями [1, с. 45].
3. Резьбозавёртывающие машины для сборки различных разъёмных соединений. Свои названия машины этой группы получили по виду крепёжных деталей: гайковёрты, шуруповёрты, шпильковёрты, муфтовёрты.
4. Механизированные молотки, т.е. машины ударного действия (капельные, зачистные, рубильные). Эти машины производят такие работы как очистка (окалины с деталей). Для этих целей используют пучковый молоток, инструмент которого – пучок стальных закалённых стержней.
5. Фрезерные машины для образования пазов, гнёзд, углублений, площадок под крепёжные или сопряжённые детали. Инструмент – пальцевые концевые фрезы, долбяки, шаберы, напильники.
6. Средства для резки заготовок из листового материала. Инструмент – различной конструкции ножницы (ножевые, вырубные, дисковые и рычажные).
7. Пилы для резания металлического проката, арматуры, труб. Инструменты различают по виду: пилы дисковые, цепные; лобзики; ножовки [1, с. 45].
2. Принцип работы инструмента применяемого при сборке
Механизацию соединения резьбовых деталей осуществляют применением механизированных отвёрток, гайковёртов, самодействующих головок с электро- и пневмоприводном. Время на сборку соединения сокращается на 30-40 %. Применяют механизированные отвертки с двигателем, передающим вращение отвёртки при помощи гибкого вала (рис. 3, а). Для ввёртывания винтов используют отвёртки с двигателем, встроенным в корпус (рис. 3, б), где 1 – двигатель; 2 – предохранительная муфта; 3 – гайка; 4 – головка для закрепления отвёрток; 5 – отвёртка [1, с. 31].
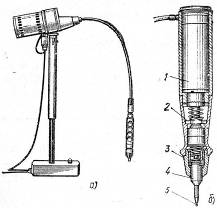
Рис. 3. Механизированные отвёртки
Для подготовительных операций, таких, как зачистка сварных швов, снятие заусенцев, и для шлифовальных работ часто применяют шлифовальную машину с пневмоприводном (рис. 4) [1, с. 46].
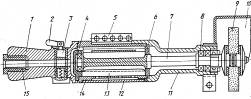
Рис. 4. Пневматическая шлифовальная машина
Машина имеет рукоятки 1 и 11. Рабочая камера находится между крышками 4 и 6 и внутренней поверхностью статора 14. В камере помещён ротор 7. На конце вала ротора за подшипником 8 крепиться абразивный круг 9, армированный стеклосеткой. Круг для безопасности работы закрыт щитком 10 [1, с. 47].
Сжатый воздух подают по трубопроводу в камеру через штуцер 15 в рукоятке 1. При нажатии на вороток 2 поворачивается запорная пробка 3, и сжатый воздух поступает в рабочую камеру. Воздух в камере совершает работу на лопатках 13 ротора и вращает его. Вращение ротора передаётся непосредственно рабочему инструменту – абразивному кругу 9. Отработанный воздух выходит из камеры через выхлопные окна на статоре, попадает на кожух 12 и далее через глушитель 5 в атмосферу. Окна на цилиндре статора размещены неравномерно по окружности, поэтому уровень шума работы машины в этом случае меньше [1, с. 47].
Примером использования средств механизации с электродвигателем и редуктором может служить универсальная электродрель, составные части которой показаны на рис. 5, а.
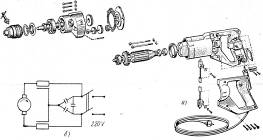
Рис. 5. Устройство универсальной электродрели
Питание электродвигателя (рис. 5, б) осуществляется от сети переменного тока напряжением 220 В. Патрон позволяет крепить инструмент (сверло) диаметром до 10 мм. Машина имеет защиту от поражения электрическим током, все её части, находящиеся под напряжением, имеют двойную изоляцию и не нуждаются в заземлении [1, с. 47].
Для захвата резьбовых крепёжных деталей используют пружинные, магнитные или вакуумные приспособления (рис. 6)

Рис. 6. Механизированные захватные приспособления:
а – пружинного типа; б – магнитного типа
Пружинный наконечник захвата (рис. 6, а) состоит из корпуса 2, в который входит инструмент (отвёртка) 3 и пружина 4 [1, с. 47].
При нажатии на головку винта 1 пружина захватывает головку и удерживает её. Отвёртки могут применяться обычные и крестовые [1, с. 48].
Магнитный наконечник захвата винтов 1 с крестообразным шлицем (рис. 6, б) состоит из немагнитного корпуса 2, в который входит магнитный стержень 3. В шестигранное отверстие корпуса вставляется рабочий наконечник 5, который притягивается магнитным стержнем. При длительном выполнении одной и той же операции наконечник 5 стопорят дополнительно разрезным пружинным кольцом 4.
Для механизации крепления деталей винтами небольшого диаметра применяют вакуумные захваты. Повышают производительность труда устройства для автоматической подачи крепёжных деталей под наконечник при сборке на ручных машинах. Эти устройства могут быть бункерными и магазинными, они особенно необходимы при механизации в приборостроении, где используют крепёжные детали небольших размеров [1, с. 48].
Детали сборочных единиц закрепляют с помощью универсальных приспособлений – плит, струбцин, угольником, призм и тисков. Применяют на рабочих машинах различные приспособления на инструмент, такие, как насадки и приспособления для высверливания заклёпок при ремонте узлов, ключи и патроны, которые захватывают шпильки при завёртывании [1, с. 48].
Заключение
Механизация процессов сборки позволяет предприятию за счёт сокращения затрат живого труда повысить производительность при обеспечении высокого качества изделия, более экономно расходовать время и как следствие повысить прибыльность производства.
Для облегчения выполнения слесарно-сборочных работ применяют такие средства механизации, как рубильные молотки, шлифовальные машинки, фрезерные переносные головки, машины с абразивными кругами, ручные шабровочные, притирочные и полировальные.
Для приведения в действие механизированного инструмента используют следующие типы двигателей: электрические, пневматические, гидравлические, двигатели внутреннего сгорания, пороховые заряды.
Механизированный инструмент делится на семь групп: 1) Сверлильные электрические ручные машины; 2) Машины для шлифования; 3) Резьбозавёртывающие машины; 4) Механизированные молотки; 5) Фрезерные машины; 6) Средства для резки заготовок; 7) Пилы для резания.
Список литературы
1. Рубцов А.А., Воронин Ю.В. – Механизация и автоматизация производства: Учебное пособие для профессионально-технических училищ. – М.: Машиностроение. 1987. – 192 с.: ил. 147.
2. Черпаков Б.И. – Автоматизация и механизация производства: Учебное пособие для студ. учреждений сред. проф. образования / Б.И. Черпаков, Л.И. Вереина. – М.: Издательский центр «Академия», 2004. – 384 с.
Похожие работы
... конструкцией изделия, совершенством технологии сборки обработки деталей, организационно-технологическими условиями сборочного производства и размером программного задания. Для сборки вала промежуточного коробки передач следует строить технологический процесс сборки по принципу дифференциации, это дает возможность расчленения работ на отдельные операции, продолжительность которых равна или кратна ...





... -4002; 5) пинцет ППМ 120 РД 107.290.600.034-89; 6) тара АЮР 7877-4048. Суммарное оперативное время Топ = 2 мин. Комплект технологической документации на технологический процесс сборки и монтажа блока стробоскопического прибора приведен в приложении. 5. ПРОЕКТИРОВАНИЕ УЧАСТКА СБОРКИ И МОНТАЖА Внедрение на предприятии механизированных, автоматизированных и автоматических поточных линий ...



... возможность ее сборки отдельно от других сборочных единиц. Технологическая схема сборки изделия является одним из основных документов, составляемых при разработке технологического процесса сборки. Расчленение изделия на сборочные элементы проводят в соответствии со схемой сборочного состава, при разработке которой руководствуются следующими принципами: схема составляется независимо от программы ...
... Все элементы на печатных платах соединяются с элементами расположенными вне плат с помощью объемного монтажа выполненный из гибких многожильных цветных проводов. 2.2 Технологический анализ элементной базы Усилитель мощности звуковой частоты содержит такую элементную базу: конденсаторы, микросхемы, резисторы постоянные и переменные, диоды, выпрямительный блок, транзисторы. Все перечисленные ...
0 комментариев