Федеральное агентство по образованию РФ
Волжский политехнический институт (филиал)
Волгоградского государственного технического университета
Кафедра ВАТ
Практическая работа № 2 по дисциплине Основы проектирования и эксплуатации технологического оборудования автотранспортных предприятийМеханизация и автоматизация работ по контролю и сортировке деталей
Волжский 2009
Содержание
Описание варианта задания
1.Эскиз детали
2. Техническая характеристика и принцип работы стенда К-169
4. Техника безопасности при работе на гидравлическом стенде
5. Преимущества и недостатки стенда К-169
Библиография
Описание варианта задания
Необходимо получить навыки в выборе средств по контролю и сортировке деталей. В соответствии с номером варианта выбираем следующие исходные данные:
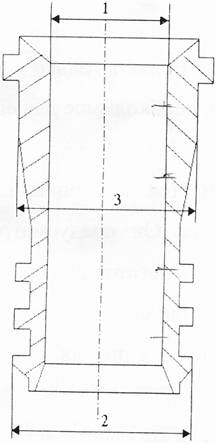
· наименование детали – гильза цилиндра;
· проверяемый вид дефекта - трещины;
· метод контроля – люминесцентный;
· средства контроля – стационарный.
1. Эскиз детали
2. Техническая характеристика и принцип работы стенда К-169
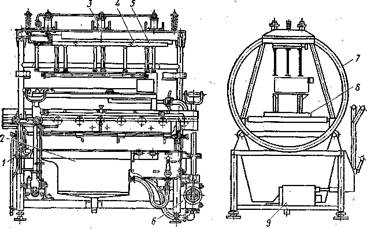
Рис. 1. Стенд для гидравлического испытания блоков и головок цилиндров, модели К-169 и 5026А
На неподвижной раме 1 (рис. 1) установлены поворотная рама 7, ванна 2 для воды, гидравлическое прижимное устройство, ручной насос 6 для воды, нажимная плита 4, прижимная плита 5, подставка 8 для блока или головки цилиндров, ручной насос 9 прижимного устройства. Поворотная рама 7 имеет возможность поворачиваться на 270° в обе стороны от среднего положения с фиксацией через 30°. На поворотной раме имеется рольганг, служащий для облегчения подачи и установки подставок с испытуемыми блоками или головками цилиндров. В верхней части поворотной рамы размещены гидроцилиндры 3 прижимного устройства, к которым шарнирно подвешена нажимная плита 4, в направляющих которой устанавливается прижимная плита 5, перекрывающая отверстия в блоке или головке цилиндров во время работы стенда. Рабочая жидкость — вода — подается в испытуемое изделие ручным насосом 6. Прижимные гидроцилиндры 3 развивают рабочее усилие прижима с помощью ручного насоса 9, наполненного тормозной жидкостью. Для слива воды из полостей испытуемых блоков и головок цилиндров и забора ее для подачи в систему служит ванна 2, имеющая сливную горловину для отвода воды в канализацию. Уровень в ванне поддерживается с помощью переливной трубы. Давление в гидросистемах контролируется манометрами. Работа на стенде производится следующим образом. Блок или головка цилиндров устанавливается на соответствующую подставку и по рольгангу подается до упора на поворотной раме. При этом на блок или головку цилиндров устанавливается заглушка или соединительный фланец, в зависимости от способа подачи воды в рубашку охлаждения испытуемого изделия. Затем с помощью насоса прижимного устройства прижимной плитой закрывают отверстия рубашки охлаждения на привалочной плоскости изделия и подают в нее воду. Предварительно открывают игольчатый кран на прижимной плите для выпуска воздуха из полости испытуемого изделия. После осмотра испытуемого изделия, находящегося под рабочим давлением, сбрасывают давление, сливают воду и снимают испытуемое изделие со стенда.
Технические характеристики
| Тип | стационарный, тупиковый с поворотным устройством |
| Угол поворота поворотной рамы, град | 270 в обе стороны |
| Привод крепления блоков и головок цилиндров | Гидравлический при помощи ручного наcoca p=100 кгс/см2 |
| Подача воды в рубашку блока и головки цилиндров | с помощью ручного насоса р= 8 кгс/см3 |
| Способ залива воды в ванну | из водопроводной системы |
| Объем ванны, м3 Габаритные размеры,мм | 0,8 1400x950x1400 |
| Масса, кг: Модель К-169 Модель 5026А | 545 525 |
3. Техника безопасности при работе на гидравлическом стенде
При проведении работ на гидравлическом стенде должны соблюдаться требования инструкций и правил устройства и безопасной эксплуатации стендов, нормативно - технических документов АТП.
Ответственность за организацию и безопасное проведение этих работ возлагается на ответственного за безопасное ведение работ, назначенного приказом по организации.
На АТП безопасность работ на гидравлическом стенде обеспечивается в соответствии с отраслевыми нормативно - техническими документами по безопасности.
1. Проверяют герметичность установки
2. Не допускают перелива воды в ванне стенда
3. Используют спецодежду и защитные очки
4. К работе допускаются лица, прошедшие инструктаж по технике безопасности.
4. Преимущества и недостатки стенда к-169
Преимущества:
· Давление в гидросистемах контролируется манометрами;
· позволяет выявить герметичность водяной рубашки;
· использование воды;
Недостатки:
· ручной насос;
· большая масса;
Библиографический список
1. Абелевич Л.А. Механизация и автоматизация капитального ремонта колесных и гусеничных машин. – М.: Машиностроение, 1972, - 408с.
2. Дюмин И.Е., Силкин А.С. Современные методы организации и технологии ремонта автомобилей. – М.: Высш. шк. 1980.-323с.
3. Попрежденский Р.А. и др. Технологическое оборудование для технического обслуживания и ремонта легковых автомобилей. - М.: Транспорт, 1988.-176 с.
4. Шадричев В.А. Основы технологии автостроения и ремонта автомобилей. - М: Машиностроение, 1976.-580с.
5. Двигатели ЯМЗ-236,238 технические условия на контроль и сортировку при капитальном ремонте/Мин. Обороны.-М.: Москва, 1962.-228с.
6. Основы проектирования и эксплуатации технологического оборудования. Методические указания к практическим работам №1; №2; №3/ сост. П.А. Кулько, А.П. Кулько. Волг ГТУ. – Волгоград, 2006.– Ч.1. –32 с.
Похожие работы

... навыки у докеров. 23. СИСТЕМА ОБЕСПЕЧЕНИЯ ПЕРЕГРУЗОЧНЫХ РАБОТ ТЕХНОЛОГИЧЕСКОЙ ОСНАСТКОЙ Система обеспечения оснасткой технологических процессов портовых перегрузочных работ включает: планирование поставки и производство механизмов и приспособлений; содержание их в исправном состоянии, т. е. регистрацию, освидетельствование с испытанием, периодические осмотры, техническое обслуживание и ...



... до банкротства. Поэтому перед БГСП «Доминик» ООО, на мой взгляд, сегодня стоит вопрос определения стратегии своего развития и организации складского хозяйства на перспективу. 3. Совершенствование складского хозяйства и управления его работой в БГСП «Доминик» ООО 3.1 Расширение площадей хранения и совершенствование обработки складируемых товарно-материальных ценностей в БГСП «Доминик» ООО, ...
... с грузовыми вспомогательных операций, изменение последовательности обработки грузовых помещений). Непосредственными организаторами выполнения ТПГОС в части подготовки и организации погрузочно-разгрузочных работ, а также производства вспомогательных операций, выполняемых портом, являются старший стивидор и подчиненные ему сменные стивидоры; в части прочих операций комплексного обслуживания судна — ...
... номенклатурно-количественных позициях, устанавливаемых расчленением комплектов, предусмотренных планом цеха, а в программе на месяц устанавливаются сроки запуска и выпуска соответствующих партий деталей. В основе планирования серийного производства лежат календарно-плановые нормативы, включающие: размер партии изготовления изделия; нормативный размер партий и периодичность их запуска; ...
0 комментариев