Нефтеперерабатывающий завод
Отправимся в воображаемую экскурсию на НПЗ (нефтеперерабатывающий завод) и для простоты будем считать, что он производит лишь бензин, керосин, дизельное и другие топлива, смазочные масла и кокс.
Этого, уверяем вас, для первого раза более чем достаточно. Ведь только в стандартах на бензины не менее десятка обязательных показателей. Их разброс по отдельным компонентам очень широк. Всего же на современном нефтеперерабатывающем заводе выделяют до 15—20 компонентов. И количества их разные—от десятков тысяч до миллионов тонн в год. Да добавьте к этому разную себестоимость компонентов и разные цены на различные марки бензина... В общем, только компьютеры на основе соответствующих экономико-математических моделей позволяют получать оптимальные решения производственных задач, обеспечивают получение всех заданных марок топлива при условии получения максимальной прибыли. Или при минимальных затратах нефти—что выгоднее в данный момент.
Всякий нефтеперерабатывающий завод состоит как бы из двух блоков: блока производства компонентов и блока смешения. В блок производства входят технологические установки; блок смешения—это, главным образом, резервуары и насосы.
Рассмотрим сначала блок производства.
Обессоливание
Производственный цикл начинается с ЭЛОУ. Это сокращение означает “электрообессоливающая установка”. Для чего она нужна?
Как мы уже знаем в нефти есть минеральные примеси, в том числе и соли: хлориды, сульфаты и другие. В некоторых сортах нефти содержатся и минеральные кислоты. Все эти соединения необходимо выделить из нефти, так как они, во-первых, вызывают коррозию аппаратуры, а, во-вторых, являются каталитическими ядами, то есть ухудшают протекание многих химических процессов последующей переработки нефти. И наконец: в-третьих, соли не в лучшую сторону влияют на качество бензина, дизельного топлива и масел.
Обессоливание начинают с того, что нефть забирают из заводского резервуара, смешивают ее с промывной водой, деэмульгаторами, щелочью (если в сырой нефти есть кислоты)... Затем смесь нагревают до 80—120°С и подают в электродегидратор. Здесь под воздействием электрического поля и температуры вода и растворенные в ней неорганические соединения отделяются от нефти.
Требования к процессу обессоливания жесткие—в нефти должно остаться не более 3—4 мг/л солей и около 0,1% воды. Поэтому чаще всего в производстве применяют двухступенчатый процесс, и нефть после первого попадает во второй электродегидратор.
После этого нефть считается пригодной для дальнейшей переработки и поступает на первичную перегонку.
Перегонка
Как мы уже знаем, нефть представляет собой смесь тысяч различных веществ. Даже сегодня, при наличии самых изощренных средств анализа: хроматографии, ядерно-магнитного резонанса, электронных микроскопов—далеко не все эти вещества полностью определены. Что же говорить о делах столетней давности? Конечно, наши предшественники определяли состав нефти с достаточной мерой приближения.
Впрочем, надо отдать должное их практической сметке: довольно скоро они сообразили, что независимо от сложности состава переработку нефти все равно надо начинать с перегонки. Как можно убедится по схеме, первый нефтеперегонный завод в России был очень прост и весь процесс состоял только из прегонки.
Смысл этого процесса довольно прост. Как и все другие соединения, любой жидкий углеводород нефти имеет свою температуру кипения, то есть температуру, выше которой он испаряется. (Температура кипения возрастает по мере увеличения числа атомов углерода в молекуле. Например, бензол С6Н6 кипит при 80,1 °С, а толуол С7Н8 при 110,6°С). И наоборот, если пары бензола охладить ниже температуры кипения, он снова превратится в жидкость. На этом свойстве и основана перегонка (к слову сказать, даже само название “нефть” происходит от арабского nafatha, что в переводе означает “кипеть”).
Предположим, мы поместили нефть в перегонный куб— огромный чан с крышкой, и начали ее нагревать. Как только температура жидкости перейдет за 80 °С, из нее испарится весь бензол, а с ним и другие углеводороды с близкими температурами кипения. Тем самым мы отделим от нефти фракцию от начала кипения до 80 °С, или н.к.—80 °С, как это принято писать в литературе по нефтепереработке.
Продолжим нагрев и поднимем температуру в кубе еще на 25 °С. При этом от нефти, отделится следующая фракция— углеводороды С7, которые кипят в диапазоне 80—105 °С. И так далее, вплоть до температуры 350 °С. Выше этого предела температуру поднимать нежелательно, так как в остающихся углеводородах содержатся нестабильные соединения, которые при нагреве осмоляют нефть, разлагаются до углерода и способны закоксовать, забить смолой всю аппаратуру.
Введем одно техническое новшество - вместо дробной перегонки в периодически работающих кубах, внедрим ректификационную колонну. Для этого над кубом, в котором нагревают нефть, водрузим высокий цилиндр, перегороженный множеством, ректификационных тарелок. Их конструкция такова, что поднимающиеся вверх пары нефтепродуктов, могут частично конденсироваться, собираться на этих тарелках и по мере накопления на тарелке жидкой фазы сливаться вниз через специальные сливные устройства. В то же время парообразные продукты продолжают пробулькивать через слой жидкости на каждой тарелке.
Температура в ректификационной колонне снижается от куба к самой последней, верхней тарелке. Если в кубе она, скажем, 380 °С, то на верхней тарелке она должна быть не выше 35-40 °С, чтобы сконденсировать и не потерять все углеводороды C5, без которых товарный бензин не приготовить. Верхом колонны уходят несконденсировавшиеся углеводородные газы С1-С4. Все, что может конденсироваться, остается на тарелках.
Таким образом, достаточно сделать отводы на разной высоте, чтобы получать фракции перегонки нефти, каждая из которых кипит в заданных температурных пределах. Фракция имеет свое конкретное назначение и в зависимости от него может быть широкой или узкой, то есть выкипать в интервале двухсот или двадцати градусов.
С точки зрения затрат, чем грубее перегонка, чем более широкие фракции получаются в итоге, тем она дешевле. Ведь при всякой ректификации происходят достаточно сложные процессы тепло- и массообмена. На каждой тарелке происходят испарение и конденсация. Мы должны нагреть жидкость до температуры кипения, затем добавить еще энергию, чтобы ее испарить (с учетом скрытой теплоты парообразования). Потом, когда пары конденсируются, эта энергия выделяется. Но вот использовать ее удается далеко не полностью - слишком много энергии при таких переходах безвозвратно теряется.
И чем более узкие фракции мы хотим получить, тем выше должны быть колонны. Тем больше в них должно быть тарелок, тем больше раз одни и те же молекулы должны, поднимаясь вверх с тарелки на тарелку, перейти из газовой фазы в жидкую и обратно. Для этого нужна энергия. Ее подводят к кубу колонны в виде пара или топочных газов.
Как везде в технике, в нефтепереработке не любят лишних затрат. Поэтому нефть поначалу перегоняли на широкие фракции. Это прежде всего бензиновая фракция (прямогонный бензин); она кипит от 40-50 °С до 140-150 °С. Далее следует фракция реактивного топлива (140-240 °С), затем дизельная (240-350 °С).
Остатком перегонки нефти был мазут. Поначалу его практически целиком сжигали как котельное топливо. И только с изобретением крекинга, о котором речь дальше, появилась возможность использовать и, его.
В принципе нефть можно перегнать в одной колонне, отбирая фракции с расположенных на разной высоте тарелок. Но мы уже убедились, что это невыгодно как по затратам энергии, так и по затратам на оборудование. Поэтому на практике перегонку (или, как говорят специалисты, разгонку), проводят в нескольких колоннах. Обычно их пять. На первой колонне выделяется легкая бензиновая фракция, которая затем конденсируется в специальном холодильнике-конденсаторе и уже в жидком виде отправляется в стабилизационную колонну.
Зачем нужна стабилизация? Дело в том, что вместе с легкой бензиновой фракцией на первой колонне отгоняются и легкие углеводородные газы С3 - C5. Они легкокипящие, поэтому при обычной комнатной температуре 20-25 °С улетучиваются из жидкой углеводородной массы (содержание их в растворе обратно пропорционально температуре). Между жидкостью и газовой фазой устанавливается термодинамическое равновесие, соответствующее данной температуре.
Это означает, что строго определенное число молекул, например бутана С4Н10, переходит в единицу времени из жидкой фазы в газовую и обратно. Тем самым над поверхностью бензина создается как бы газовая подушка, от которой зависит такой важный показатель качества бензина, как давление насыщенных паров. Понятно, чем больше пропана С3Н8 и бутана С4Н10 осталось растворенными в бензине, тем выше давление паров, то есть тем выше концентрация пропана и бутана также над поверхностью бензина при данной температуре.
Практическое значение данного показателя очень велико. От него зависит испаряемость бензина в карбюраторе, сам процесс карбюрации и последующее сгорание топливно-воздушной смеси в цилиндрах двигателя. Легкие фракции бензина иногда называют пусковыми. Если их мало, то двигатель заводится с трудом, особенно зимой. Именно по этой причине в ГОСТе на бензин оговаривается, что давление насыщенных паров бензина для зимних сортов должно быть 66-92 кПа (500-700 мм рт.ст.), а для летних не более 66,5 кПа.
Почему же летом “не более”? По двум причинам. Во-первых, потому что повышенное содержание легких газов в бензине способно нарушить систему топливоподачи из-за образования локальных газовых пробок, а во-вторых, чтобы сократить потери бензина за счет испарения. Приходилось ли вам открывать в жаркий летний день канистру с бензином? Если да, то вспомните, как из-под крышки, стоит ее лишь приоткрыть, тотчас выплескивается бензин. Точно так же брызжет шампанское из плохо охлажденной бутылки.
А теперь представьте себе путь бензина от нефтеперерабатывающего завода до автомобильного бака. Его многократно перекачивают из резервуара в резервуар, затем в железнодорожные цистерны, лотом в автоцистерны и т. д. Все процессы транспортировки и хранения бензина ведутся под давлением, таковы требования техники безопасности. Но уплотнения оборудования не идеальны. Бензин то и дело непосредственно соприкасается с атмосферой, при этом происходит его испарение, а значит - потери. Они тем выше, чем больше давление насыщенных паров. Поэтому и нужна стабилизационная колонна, где в случае необходимости из бензина специально удаляют бутан, чтобы этот показатель укладывался в предусмотренные ГОСТом пределы.
Но мы несколько отвлеклись... Итак, на первой колонне выделяется только легкий бензин. Оставшаяся нефть поступает на вторую колонну, где с верха отбирают весь остальной, тяжелый бензин, а с боковых отводов - керосиновую и дизельную фракции. Снизу выделяется мазут.
Тяжелый бензин также стабилизуется на специальной колонне. Керосиновую и дизельную фракции на отдельной колонне освобождают дополнительно от примеси бензиновой фракции. Мазут же поступает в печь, нагревается до 400 °С и подается в куб вакуумной колонны. В зависимости от необходимости его здесь разделяют на вакуум-дистиллят (фракция 350 - 500 °С) и на гудрон, кипящий при температуре выше 500 °С. Иногда вакуум-дистиллят называют вакуум-газойлем.
Вакуум-дистиллят используют для получения котельных топлив. Гудрон же используют для производства асфальта, дорожных и строительных битумов...
Агрегаты первичной перегонки нефти получили название атмосферной или атмосферно-вакуумной трубчатки, поскольку они оборудованы трубчатыми печами для нагрева нефти. Иногда на нефтеперерабатывающих заводах, где переработка мазута не предусмотрена, вакуумная часть отсутствует.
И чтобы закончить с первичной перегонкой, несколько слов о том, как выглядят производственные установки. На современных нефтеперерабатывающих заводах обычно работают атмосферные трубчатки или атмосферно-вакуумные трубчатки мощностью 6 - 8 миллионов тонн перерабатываемой нефти в год. Обычно на заводе таких установок не одна, а две-три.
Первая атмосферная колонна представляет собой сооружение диаметром, например, 7 метров в нижней и 5 метров в верхней части. Высота колонны - 51 метр. По существу, это два цилиндра, поставленные один на другой. И это еще не самая большая подобная установка.Другие колонны, холодильники-конденсаторы, печи и теплообменники также выглядят достаточно внушительно и в то же время элегантно. Дизайнеры поработали и здесь.
Крекинг
Кроме обессоливания, обезвоживания и прямой перегонки на многих нефтезаводах есть еще одна операция переработки - вторичная перегонка. Ее еще называют зачастую четкой ректификацией. Задача этой технологии - получить узкие фракции нефти для последующей переработки. Продуктами вторичной, перегонки обычно являются бензиновые фракции, служащие для получения автомобильных и авиационных топлив, а также в качестве сырья для последующего получения ароматических углеводородов - бензола, толуола и других.
Типовые установки вторичной перегонки и по своему виду, и по принципу действия в общем-то очень похожи на агрегаты атмосферной трубчатки, только они гораздо меньше, можно сказать даже миниатюрны.
Вторичная перегонка завершает первую стадию переработки нефти: от обессоливания до получения узких фракций. По современным понятиям, это даже не полпути. Наступает очередь деструктивных процессов.
В отличие от физических по существу процессов перегонки, здесь уже происходят глубокие химические преобразования. Из одной большой молекулы можно получить несколько малых; прямоцепочечные углеводороды будут превращены в циклические или в разветвленные…
Одна из самых распространенных технологий этого цикла - крекинг.
Способ получения керосина из тяжелой нефти
Первый патент на промышленную технологию крекинга взял Дж. Юнг в 1866 году. Называлось это техническое решение так:
“Способ получения керосина из тяжелой нефти перегонкой под давлением”. Термин “крекинг” (от английского слова cracking - расщепление) был введен в обиход позднее.
Первые крекинг-аппараты по существу представляли собой периодически работающие кубы, подобные тем, в которых осуществлялась обычная перегонка. Лишь в 1891 году наши соотечественники, известные инженеры - В. Г. Шухов и С. П. Гаврилов, предложили новое устройство для крекинг-процесса. Это был трубчатый реактор непрерывного действия, где по трубам осуществлялась принудительная циркуляция мазута или другого тяжелого нефтяного сырья, а в межтрубное пространство подавались нагретые топочные газы.
Что же происходит при термическом крекинге? Под воздействием высокой температуры длинные молекулы, например алканов С20, разлагаются на более короткие - от С2 до С18. Углеводороды С8 - С10 - это бензиновая фракция, С15 -дизельная... Вообще при термическом крекинге происходят сложные рекомбинации осколков разорванных молекул с образованием более легких углеводородов. При этом одновременно происходит перераспределение процентного содержания углерода и водорода в сырье и продуктах.
Таким образом, если, например, превращать мазут в легкие бензиновые фракции, содержащие повышенные количества водорода, то одновременно должен образоваться и остаток, богатый углеродом. И такой остаток, действительно, образуется. В нем концентрируются смолы, кокс, серосодержащие соединения и минеральная часть нефти, не отмытая на ЭЛОУ. Этот крекинг-остаток затем обычно используют как компонент котельного топлива, смешивая его с мазутом, оставшимся от прямой перегонки нефти.
С изобретением крекинга глубина переработки нефти увеличилась. Выход светлых составляющих, из которых затем можно приготовить бензин, керосин, дизельное топливо (соляр) повысился с 40-45 до 55-60%. Но главное даже не в этом. Новая технология позволила повнимательнее присмотреться к мазуту, использовать его в качестве сырья для производства масел.
Потомки колесной мази
Колесная мазь появилась, наверное, чуть позже, чем само колесо, но тоже достаточно давно. Прямой смысл известного афоризма: “Не подмажешь- не поедешь”, - указывает на один из самых древних способов борьбы с трением.
Сначала для этой цели использовали животные жиры. Затем появился деготь-продукт термической перегонки некоторых сортов древесины. Впоследствии этот же деготь стали гнать из каменного угля... Но промышленная революция, быстрое развитие техники выдвигали все новые задачи. Механизмы вращались все быстрее, транспортные средства все наращивали скорость, а значит, все возрастали требования к смазке. Требовались смазочные масла со все большим спектром свойств: сверхвязкие и сверхтекучие, термостойкие и неосмоляющиеся, противозадирные и противоизносные... А главное - их требовалось с каждым годом все больше. И в конце концов смазочные масла стали делать из нефти.
К тому времени химики выяснили, что углеводороды подходящей структуры имеются в тех фракциях нефти, которые выкипают при температуре выше 350 °С. Правда, эти масляные фракции есть не во всякой нефти, но подходящих сортов тоже набирается достаточно. Больше огорчало специалистов другое: углеводороды масляных фракций имеют сложную структуру, соседствуют по температурам кипения с парафинами, так что разделить их не так-то просто. В поисках наилучшей технологии пришли к перегонке мазута под вакуумом.
В основе такой перегонки лежит известный физический закон, согласно которому с понижением давления снижается и температура кипения жидкостей. Все ведь знают, что высоко в горах вода кипит при температуре ниже 100 °С, и сварить яйцо на Эвересте - проблема. Но то, что в обыденной жизни можно отнести к минусам, в нефтехимической технологии превратилось в плюс.
Если в ректификационной колонне создать вакуум, скажем 1 - 1,5 кПа, то мазут начинает испаряться при температуре ниже 350 °С. Значит, с меньшими затратами тепла и с большей точностью из него можно отогнать те узкие фракции, которые затем будут использованы для производства смазочных масел.
Это в теории. На практике же изготовление масел достаточно сложное, многостадийное производство. Сначала применяют серию очисток - в маслах очень нежелательно присутствие серы, ванадия и других минеральных примесей, имеющихся в исходной нефти. Затем надо очистить масляные фракции от парафинов - хорошее будет масло, если оно будет застывать уже при комнатной температуре!..
Полученные парафины раньше использовались для производства свеч. В настоящее время их гораздо чаще используют в бумажной, пищевой и химической промышленности. Парафинированная бумага не боится влаги, хорошо воспринимает типографскую краску и потому применяется для производства высококачественных полиграфических изделий. В парафин также “замуровывают” сыр. А химической переработкой парафинов получают синтетические жирные кислоты, которые незаменимы при производстве моющих средств.
Для снижения вязкости
Иногда при переработке тяжелых сортов нефти остаток прямой перегонки нельзя использовать в качестве топочного мазута - это уже гудрон. Содержащиеся в нем смолы делают его настолько вязким, что перекачка, транспортировка и сжигание связаны с очень большими трудностями, особенно зимой, в морозы, когда котельное топливо больше всего и нужно. Чтобы слить его из цистерн, их приходится подогревать паром или прибегать к каким-то другим хитростям.
Так вот, чтобы избежать таких трудностей, для приготовления котельного топлива из гудрона используют не обычный термический крекинг, о котором мы только что говорили, а один из его вариантов - висбрекинг. Это название тоже произошло из английского языка и содержит в себе кусочки сразу трех английских слов: viscosity -вязкость, breack -ломать, разрушать и cracking-расщепление. Таким образом, висбрекинг - это крекинг, специально используемый для снижения вязкости. Проводят его при пониженных температурах и давлениях.
Да здравствуют цеолиты!
Каталитический крекинг был открыт в 30-е годы нашего Века, когда заметили, что контакт с некоторыми природными алюмосиликатами меняет состав продуктов термического крекинга. Дополнительные исследования привели к двум важным результатам. Во-первых, удалось установить подробности каталитических превращений. Во-вторых, созрела убежденность в необходимости специально готовить катализаторы для таких химических превращений, а не искать их в природе, как это делали поначалу.
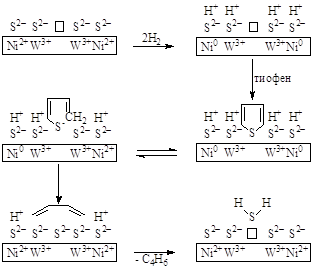
Каковы же задачи катализаторов крекинга, если формулировать их, исходя из современных представлений о механизме протекающих реакций? В самом общем виде картина следующая. Катализатор отбирает из сырья и сорбирует на себе прежде всего те молекулы, которые способны достаточно легко дегидрироваться, то есть отдавать водород. Образующиеся при этом непредельные углеводороды, обладая повышенной адсорбционной способностью, вступают в связь с активными центрами катализатора. По мере роста непредельности (ненасыщенности связей) происходит полимеризация углеводородов, появляются смолы - предшественницы кокса, а затем и сам кокс. Высвобождающийся водород принимает активное участие в других реакциях, в частности гидрокрекинга, изомеризации и др., в результате чего продукт крекинга обогащается углеводородами не просто легкими, но и высококачественными - изоалканами, аренами, алкиларенами с температурами кипения 80 - 195° С. Это и есть широкая бензиновая фракция, ради которой ведут каталитический крекинга тяжелого сырья. Конечно, образуются и более высококипящие углеводороды фракции дизельного топлива, относящиеся к светлым нефтепродуктам.
Типичные параметры каталитического крекинга при работе на вакуум-дистилляте (фр. 350 - 500 °С): температура 450 - 480 °С и давление 0,14 - 0,18 МПа. В итоге получают углеводородные газы (20%), бензиновую фракцию (50%), дизельную фракцию (20%). Остальное приходится на тяжелый газойль или крекинг-остаток, кокс и потери.
Выход кокса может достигнуть 5%. Это накладывает особые требования на технологию крекинга, потому что по мере закоксовывания активных центров катализатор работает все хуже и в конце концов вообще прекращает выполнять свои функции. Теперь его надо регенерировать. Обычно для этого кокс с катализатора выжигают воздухом при 700 - 730 °С.
Каким требованиям должен отвечать катализатор для подобного процесса? Во-первых, он должен обладать специфическими хемосорбционными свойствами, то есть с разной активностью притягивать и сорбировать на себе различные молекулы нефтяного сырья. Во-вторых, необходима высокая пористость, причем желательно уметь регулировать диаметр и глубину пор. Это позволит упорядочить процесс адсорбции молекул на активных каталитических центрах, осуществить направленные превращения углеводородов, а затем десорбировать с контакта продукты превращения. В-третьих, структура и свойства катализатора должны способствовать организации наиболее эффективного тепло- и массообмена в реакционной зоне - ведь каталитический крекинг процесс термокаталитический, и роль температуры здесь особенно велика. Отсюда требования к механической прочности катализатора.
В целом же роль и задача катализаторов - повышать селективность протекающих химических реакций, увеличивая выход целевого продукта из единицы сырья. Однако применительно к каталитическому крекингу нужно сделать определенные уточнения. Целевым продуктом здесь является не просто бензин, а высокооктановый. Поэтому в самом общем виде селективность каталитического крекинга можно оценить выходом бензиновой фракции с заданным октановым числом.
Первым “рукотворным” катализатором крекинга стал алюмосиликатный формованный катализатор в виде шариков диаметром около 3 мм. В основе его был аморфный алюмосиликат, естественная пористость которого поначалу устраивала нефтепереработчиков. На смену ему пришел микросферический алюмосиликатный катализатор, частицы которого измерялись микронами. Этот пылевидный контакт положил начало использованию в каталитическом крекинге технологии взвешенного (его называют также кипящим или псевдоожиженным) слоя. Технологические усовершенствования позволили за короткий срок реализовать все преимущества, которые могли обеспечить алюмосиликатные катализаторы в части повышения селективности. А дальше дело стало из-за невозможности регулировать и определенньм образом упорядочить структуру алюмосиликата.
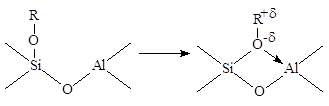
Выручили цеолиты. Их еще часто называют молекулярными ситами. Первоначально их применяли для разделения молекул различных углеводородов, используя различия в их пространственной структуре. Цеолиты - это практически те же алюмосиликаты, но при их изготовлении удается регулировать длину пор, их диаметр и количество на единицу объема или поверхности. Кроме того, в кристаллическую решетку алюмосиликатов можно вводить другие элементы (в основном, редкоземельные), которые модифицируют активные центры, находящиеся в определенных точках цеолита. От этого существенно зависят адсорбционные свойства цеолита - какие молекулы и с какой энергией он может адсорбировать в порах или на поверхности и какие деструктивные превращения с ними производить.
Цеолиты - это порядок и регулярность структуры, а значит и свойств. В нефтепереработке быстро оценили новые возможности. Но так как цеолиты значительно дороже алюмосиликатов, то их в чистом виде решили не применять. Это оказалось не только дорого, но и излишне. Достаточно определенным образом нанести цеолит на алюмосиликат, как мы получим нужный эффект в катализе. Так появилось целое семейство цеолитсодержащих катализаторов крекинга, причем в зависимости от назначения, вида сырья, применяемой технологии количество цеолита менялось в широких пределах, но не превышало 15 - 20%.
Вид применяемых катализаторов, способ их регенерации определяет технологию, а значит и аппаратуру каталитического крекинга.
Первые установки работали на таблетированном катализаторе в периодическом режиме. В них и реакция, и регенерация загруженного неподвижного катализатора осуществлялись попеременно в одних и тех же аппаратах. Затем появились более совершенные шариковые катализаторы и установки непрерывного действия. Здесь крекинг и регенерация катализатора осуществляются уже раздельно.
Реактор такой установки представляет собой аппарат колонного типа. Сверху в него через специальное устройство поступает катализатор в виде шариков диаметром 1 - 2 мм. Шарики плотным слоем спускаются вниз, проходя постепенно реакционную зону, зону отделения продуктов крекинга и зону отпарки. Отпарка необходима для удаления углеводородов, прилипших к катализатору. Обработку паром надо делать обязательно, так как затем катализатор поступает в другой аппарат - регенератор, где с него выжигается кокс. Неудаленные углеводороды при этом простони сгорели бы, выход полезных продуктов снизился.
После выжига катализатор ссыпается в загрузочное устройство пневмоподъемника и поднимается по специальному транспортеру в бункер-сепаратор. Дело в том, что при многочисленных перемещениях, выжигах, отпарках часть шариков повреждается, образуются крошка, пыль, и их надо удалить, иначе будут нарушены условия гидродинамики, тепло- и массообмена в реакторе. Это и делают в сепараторе. К регенерированному и отсеянному катализатору добавляют для восполнения потерь свежие шарики и весь цикл повторяется.
Следующий шаг совершенствования технологии - внедрение крекинга в кипящем слое пылевидного катализатора. Его применение стало возможньм благодаря появлению принципиально новых, микросферических катализаторов на основе специально синтезированных цеолитов. Эти катализаторы хороши не только высокой активностью и селективностью. Их отличают также хорошая регенерируемость и высокая механическая прочность.
Технология кипящего или псевдоожиженного слоя основана на физических законах витания микрочастицы в восходящем поток жидкости или газа.
Сырье нагревается в теплообменнике и в специальной печи затем в него добавляют водяной пар, и эту смесь подают катализаторопровод, туда же поступает регенерированный катали затор. Затем смесь попадает в реактор, где над распределительной решеткой образуется кипящий слой катализатора. Крекинг начинается еще в катализаторопроводе, поскольку там поддерживается достаточная температура, и заканчивается в нижней зоне реактора. Затем вся масса за счет давления газов поднимается вверх и попадает в отпарную зону.
В верхней части отпарной зоны имеется перелив для удаления катализатора из реактора, а над нею - отстойная зона. Она снабжена специальными циклонами для дополнительного отделения частиц катализатора.
Закоксованный катализатор тем временем подается на регенерацию. Регенератор представляет собой аппарат, также работающий в режиме кипящего слоя. Правда, здесь псевдоожижение производится воздухом, с помощью которого и происходит выжиг кокса. Основная забота здесь - уберечь катализатор от выноса иначе он попадет вместе с дымовыми газами в атмосферу.
Затем катализатор снова идет в реактор, и цикл повторяется.
Применение крекинга в кипящем слое позволило резко интенсифицировать процесс, сделать установки более компактными, увеличить их мощность. Так, стандартньми в России являются каталитические комплексы по переработке 2 миллионов тонн сырья в год. Существуют и более мощные установки - до 5 миллионов тонн вакуум-газойля в год, причем реактор такой установки не так уж велик: его диаметр составляет 18 метров.
Гидрокрекинг
Впервые гидрокрекинг появился в 50-х годах нашего века. Ему сразу предрекали широкое распространение. Однако с этим вышла задержка, поскольку при производстве бензина выгоднее оказался каталитический крекинг. И лишь с усилением дизелизации, с ростом пассажирской и грузовой реактивной авиации преимущества гидрокрекинга стали проявляться в полной мере.
Сырьем для гидрокрекинга могут быть тяжелые бензины, газойли, тяжелые нефтяные остатки...
Есть страны, полностью лишенные запасов природного газа. А когда возникает нужда в пропане и бутане, то выгоднее оказывается ввозить не их, а тяжелый бензин. И уже на месте его подвергают гидрокрекингу, получая сжиженный газ.
Если нужен бензин и по какой-либо причине нет возможности получить его при помощи каталитического крекинга, используют гидрокрекинг атмосферного газойля. Для этого достаточно одной стадии переработки при давлении 5 МПа и температуре 400 - 410 °С.
Если же переработке подвергается вакуум-дистиллят или другие тяжелые остатки, приходится применять двухступенчатый гидрокрекинг. На первой стадии используют сероустойчивый катализатор, удаляющий вредные примеси, в том числе и соли металлов. Затем уже, во второй ступени, используют активный крекирующий катализатор. А чтобы уберечь катализатор от закоксовывания, в системе циркулирует водород под давлением 15 МПа; благодаря этому смолы - предшественницы кокса переводятся в углеводородные газы.
Риформинг
С точки зрения детонационной стойкости прямогонные бензины тем хуже, чем больше в них линейных и малоразветвленных алканов.
Для получения более разветвленных углеводородов использовали процесс термического риформинга. По сути дела это тот же термический крекинг, только сырьем служат не мазут, а тяжелая фракция прямогонного бензина и температура процесса выше. В результате термической деструкции углеводородов бензин обогащается более высокооктановыми легкими компонентами. Кроме того, значительная часть алканов переходит в алкены, которые, как известно, отличаются неплохими детонационными свойствами.
Однако были у термического риформинга и недостатки. Много исходного сырья превращалось в газ, а продукт все равно имел не такое уж высокое октановое число (70—75 МОЧ). Кроме полезных алкенов в нем оказывалось и достаточное количество нестабильных диенов. Поэтому приходилось применять специальные антиокислители и стабилизаторы, иначе бензин при хранении мутнел, осмолялся.
В общем, термический риформинг не оправдал возлагавшихся на него надежд и был вытеснен каталитическим риформингом.
Реакции ароматизации, лежащие в его основе, были открыты еще в середине 30-х годов.
Эти каталитические превращения позволяют дегидрировать нафтеновые углеводороды в ароматические. Одновременно происходит дегидрирование алканов в соответствующие алкены, эти последние циклизуются тут же в циклоалканы, и с еще большей скоростью происходит дегидрирование циклоалканов в арены. Так, в процессе ароматизации типичное превращение следующее:
н-гептан ® н-гептен ® метилциклогексан ® толуол.
Одновременно с этими происходят и другие реакции, например, изомеризации. Это тоже полезное превращение, так как изосоединения повышают октановое число катализата. Побочной, вредной здесь считается реакция гидрокрекинга, когда исходные алканы крекируются в газ.
Перед второй мировой войной были построены и первые установки каталитической ароматизации бензинов. Они работали по принципу гидроформинга, осуществлявшегося с циркулирующим водородным газом под давлением. Вы спросите, что это такое. Вообще говоря, при ароматизации водород образуется постоянно, и его надо отводить. Но при низком давлении водорода катализатор быстро закоксовывается, теряет стабильность, активность и селективность. Бороться с этими неприятными явлениями легче всего, повысив давление водорода в реакционной зоне. Поэтому на первых установках гидроформинга применяли давление порядка 4,5—5 МПа, жертвуя глубиной ароматизации и, соответственно, октановым числом бензина.
Однако в начале 50-х годов было сделано очень важное открытие. Выяснилось, что платина, осажденная на оксид алюминия, является великолепным катализатором риформинга. Применение новых катализаторов позволило снизить рабочее давление повысить температуру, углубить процессы ароматизации и в итоге получить бензин с октановым числом выше 90 ИОЧ.
Первые установки модернизированного процесса, названного платформинг, работали при давлении 2—3 МПа. Затем начался процесс непрерывного совершенствования катализаторов и технологии риформирования прямогонных бензинов. В результате появились полиметаллические катализаторы. В них к платине добавляют рений, кадмий, галлий... Октановое число получающегося бензина приблизилось уже к 100. А кроме того, высокая селективность новых вариантов риформинга обеспечивает и очень высокий выход топлива.
Сырьем каталитического риформинга являются фракции бензина 85—180 °С. Более легкая часть “отрезается”, так как в условиях риформинга она не ароматизуется и в лучшем случае является балластом. Но в ней присутстствуют низкооктановые н-пентан С5Н12 и н-гексан С6Н14.
Гидроочистка
В наше время много машин используют дизельное топливо. Требуется все большее и большее количество дизельного топлива. Происходит широкое вовлечение в переработку средних (дизельных) фракций нефти. А это, в свою очередь, невозможно, без дальнейшего совершенствования процессов гидроочистки и гидрокрекинга.
Эти процессы имеют особую важность для России. Ведь мы вынуждены иметь дело преимущественно с сернистыми и высокосернистыми тяжелыми сортами нефти.
Известно, что все сераорганические соединения не выдерживают обработки под давлением водорода на катализаторах. Они распадаются с образованием углеводородов и сероводорода Н2S. Сероводород в обычных условиях находится в газообразном состоянии и при нагревании нефтепродукта выделяется из него. Его поглощают водой в колоннах орошения и затем превращают либо в элементарную серу, либо в концентрированную серную кислоту.
Такой процесс осуществляют на гидрирующих катализаторах с использованием алюминиевых, кобальтовых и молибденовых соединений. При давлении 4 - 5 МПа и температуре 380 - 420 °C содержание серы, особенно в светлых нефтепродуктах, можно таким образом свести до тысячных долей.
Могут спросить, кому это нужно? Зачем доводить содержание примесей в бензине до такой жесткой нормы? Все дело в последующем использовании. Известно, например, что чем жестче режим каталитического риформинга, тем выше выход высокооктанового бензина при данном октановом числе или выше октановое число при данном выходе катализата. В результате увеличивается выход октан-тонн - так называется произведение количества катализата риформинга или любого другого компонента на его октановое число. Вот об увеличении октан-тонн продукта по сравнению с сырьем и заботятся нефтепереработчики в первую очередь. В этом смысле повышение жесткости любого вторичного процесса есть благо. В риформинге жесткость определяется снижением давления и повышением температуры. При этом полнее и быстрее идут реакции ароматизации. Но повышение жесткости лимитируется стабильностью катализатора и его активностью. Сера, будучи каталитическим ядом, отравляет катализатор по мере ее накопления на нем. Отсюда понятно: чем меньше ее в сырье, тем дольше катализатор будет активным при повышении жесткости. Как в правиле рычага: проиграешь на стадии очистки - выиграешь на стадии риформинга.
Обычно гидроочистке подвергают не всю, скажем, дизельную фракцию, а только ее часть. Ведь этот процесс не так уж дешев. Кроме того, у него есть еще один недостаток: эта операция практически не изменяет углеводородный состав фракций.
Нефтяной кокс
Как только в нефтепереработке появились термические процессы, возникла проблема кокса. Он выделялся в объеме реакторов, оседал на стенках оборудования, покрывал поверхности нагревательных печей и теплообменников. Долгое время его использовали в лучшем случае в качестве топлива.
Но вот настало время электрохимических и электротермических процессов. Для электролитных ванн алюминиевых заводов, для различных электрометаллургических печей потребовались электроды. Их делали, да и сейчас зачастую делают из графита. Но всех потребностей природным графитом не удовлетворить, а иногда графитовые электроды не вполне соответствуют требованиям технологии производства металлов. В связи с этим появились электроды из нефтяного кокса. Они быстро завоевали большую популярность, особенно в цветной металлургии.
Первые установки коксования представляли собой большие металлические кубы с внешним обогревом от специальной печи. В куб загружали сырье (тяжелые нефтяные остатки типа тяжелого крегинг-газойля), температуру поднимали до 500 °С, и в течение определенного времени происходило превращение нефтяного сырья в кокс, естественно, без доступа воздуха. Длительность операции определялась выделением летучих. Затем кокс из куба выгружали.
Есть и другие конструкции. Так называемые полупериодические установки замедленного коксования в необогреваемых камерах оборудованы двумя камерами. В одну подают нагретое примерно до 5000 °С сырье, которое выдерживают в течение 24 часов без доступа воздуха и без дополнительного подогрева. Кокс образуется из нагретого сырья, формируется в виде аморфной массы, и после “созревания” его выгружают. В это время начинают заполнять вторую камеру.
Нефтяной кокс, по какой бы технологии он ни был получен, нуждается в прокаливании, так как содержание летучих в нем строго лимитируется. Если их больше нормы, то при высоких рабочих температурах электроды начинают вспучиваться и растрескиваться. До последнего времени прокалка кокса осуществлялась на электродных заводах, но сейчас эту операцию взяли на себя нефтепеработчики. Они теперь отвечают за содержание не только летучих, но и влаги, серы, золы, а также за механическую прочность и гранулометрический состав выпускаемого кокса: с размером кусков свыше 25 мм, 6-25 мм и 0 – 6 мм, с учетом нужд различных потребителей.
Переработка газов
Надо сказать, что при переработке нефти образуется достаточно много углеводородных газов от метана СH4 до бутанов С3Н8 включительно. Источник номер один - прямая перегонка. Выход газов здесь зависит исключительно от степени стабилизации нефти на промыслах или при транспорте. И еще подчеркнем, что в газах атмосферно-вакуумной трубчатки почти нет метана, мало, этана и на 80 - 85% они состоят из пропана и бутанов.
Совсем другую картину представляют газы вторичных процессов: крекинга, риформинга, гидроочистки, изомеризации. Во всех этих процессах молекулы углеводородов претерпевают термическую, каталитическую или термокаталитическую деструкцию. Поэтому в газах этих процессов неизбежно присутствует метан. Далее, если термокаталитические процессы проводятся не под давлением водорода, то в газах обязательно присутствуют алкены, а иногда и алкины С2 – С4. Именно поэтому на НПЗ непредельные газы термического и каталитического крекинга, термического риформинга, висбрекинга собирают и перерабатывают отдельно от газов каталитического риформинга, гидроочистки, изомеризации, гидрокрекинга. В этих последних кроме углеводеродов в большом количестве содержится водород.
Разделение газов значительно отличается от разделения нефти. Сначала весь газовый поток сжимают и охлаждают. В первом контуре охлаждения используют воздух и воду. Здесь при давлении 0,5 МПа и температуре 35 °С происходит конденсация части газов С3 – С4. Получившуюся газожидкостную смесь прокачивают через колонну с бензином. Сконденсировавшиеся молекулы пропана и бутана растворяются в нем (абсорбируются).
Насыщенный газом бензин из абсорбера затем поступает на десорбцию, то есть из него при соответствующих давлениях и температурах выделяют растворенные газы.
Оставшуюся же часть исходной газовой смеси продолжают сжимать и охлаждать. Сначала это делают в аммиачном или фреоновом цикле (температура до -40 °С), далее в этановом или этиленовом (-80 °С), а при необходимости идут и еще дальше, применяя метановый холодильный цикл с температурой ниже -100 °С и давлением порядка 4 МПа.
Так поступают с газами нефтепереработки. Подобные же циклы газофракционирования используют и для переработки попутного газа, выделяемого на промыслах. Не случайно первые газоперерабатывающие заводы очень часто назывались газобензиновыми. Они и в самом деле разделяли сырье на сухой газ (смесь метана и этана), сжиженные газы С3 - С4 и газовый бензин.
Такие маломощные заводики с простейшим оборудованием как ни странно, сохранились и поныне. Они давно сосуществую с мощными нефтеперерабатывающими заводами примерно так же, как сосуществуют крупные плавбазы и маленькие сейнера. Иногда газобензиновые заводы даже монтируют на большегрузных прицепах и баржах, и они по мере надобности кочуют с промысла на промысел.
Дело в том, что попутный газ кончается на месторождении, как правило, гораздо раньше, чем нефть. Так что его надо использовать сразу, пока он есть. И тут мобильные газобензиновые заводики как нельзя более кстати. А нефть уж можно перерабатывать на современном нефтеперерабатывающем предприятии, которое и строится и работает потом достаточно долго.
Ну, а как быть с чисто газовыми месторождениями? Для их использования тоже созданы специализированные предприятия. Чаще всего природный газ - это метан с незначительными добавками этана. Иногда природа делает подарки, добавляя в метан ценнейший гелий, так нужный многим отраслям техники. Но гораздо чаще встречаются неприятные сюрпризы - в виде примесей диоксида углерода и сероводорода.
Понятно, что такие кислые газы надо тотчас отделять от основного сырья. Иначе трубопроводы не спасут никакие антикоррозийные мероприятия. В многоступенчатой системе такой газ подвергается сорбционной отмывке водой, щелочью, специальными растворителями. Потом на основе выделенного сероводорода получают серную кислоту или чистую серу.
Иногда бывает, что в залежи находится не газ, а газожидкостная смесь метана и высших углеводородов, предшественников нефти. Иногда в качестве таковых присутствуют даже алканы, циклоалканы и арены... Представляете, дизельное топливо равномерно распределено в метановой залежи на глубине нескольких километров при давлении в десятки мегапаскалей и температуре в сотни градусов!
Но добыть это топливо не так уж просто. Газоконденсатные месторождения различаются содержанием и фракционным составом жидкой части. Когда пласт протыкают скважинами, давление в нем начинает падать. Физико-химические свойства смеси при этом меняются, она расслаивается, и жидкость скапливается на дне линзы. Если из залежи просто откачивать газ, то скорость расслаивания быстро возрастает, и жидкие углеводороды из смеси быстро растекаются, навсегда оставаясь в недрах. При сегодняшнем развитии техники поднять на поверхность их не удается.
Чтобы таких потерь не было, поступают следующим образом. Газ из конденсатных месторождений поступает в абсорберы. Из него под давлением вымывают тяжелые углеводороды. А затем часть сухого газа под давлением подают обратно в залежь. Этим путем давление в пласте регулируется так, чтобы предотвратить расслоение смеси.
Конечно, все это требует дополнительных расходов, но затраты окупаются сторицей. Месторождение одновременно дает и газ, и дизельное топливо.
Каким образом в дальнейшем используют природный газ, вы, наверное, уже знаете. Прежде всего это прекрасное топливо для промышленных котельных и обычных газовых плит. Кроме того, выделяемый из природного газа этан - прекрасное химическое сырье. Из него делают этилен, а из того, в свою очередь, сотни разнообразных вещей, нужных народному хозяйству.
...Вот так перерабатывают нефтезаводские, попутные и природные газы. Ресурсы их велики, однако используются до сих пор они не полностью. В целом из газов извлекается для дальнейшего использования около 65% бутанов, 35 - 40% пропана и менее 8% этана. Так что резервы тут есть, и немалые!
Список литературы
Для подготовки данной работы были использованы материалы с сайта http://chemistry.r2.ru/
Похожие работы


... или биохимической реакции в присутствии веществ, количество и состояние которых в ходе реакции не изменяются (катализаторов). Явление катализа распространено в природе (большинство процессов, происходящих в живых организмах, являются каталитическими) и широко используется в технике (в нефтепереработке и нефтехимии, в производстве серной кислоты, аммиака, азотной кислоты и др.). Большая часть всех ...
... из нафты (температура кипения 80 – 160оС) высокооктановых бензинов и ароматических соединений, которые экстрагируют из бензинов и используют в качестве сырья для гидрокрекинга или для органического синтеза. Процесс проводят в интервале 380 – 520оС при давлении 10 – 40 атм на гетерогенных бифункциональных катализаторах – металлических и кислотных – Pt на промотированном Cl– или F– оксиде алюминия ...

... анализ кинетической модели для выяснения параметров, которые могут быть оценены, является важным этапом процедуры решения обратной задачи химической кинетики. Кислотно-каталитические процессы в нефтепереработке и в нефтехимии Каталитический крекинг Каталитическим крекингом называют совокупность различных превращений углеводородов, протекающих на кислотных катализаторах (в настоящее время – ...
... опытных партий топлива успешно завершены и дали положительные результаты [34]. 2. Экономический анализ и оценка конкурентной среды ОАО "ТАИФ-НК" 2.1 Технико-экономическая характеристика предприятия Историческая необходимость создания в Татарстане нефтеперерабатывающей отрасли диктовалась экономической целесообразностью. Республика, обладающая большими запасами углеводородного сырья и ...
0 комментариев