Исторические этапы развития книги и декоративные элементы
Особенности печати различных компонентов
Процесс допечатной подготовки изданий
Монтаж и маркетирование печатных изданий
Процесс цветопробы и пробной печати
Нормы и требования охраны труда на рабочем месте оператора компьютерного набора и верстки
Навигация
Монтаж и маркетирование печатных изданий
Особенности подготовки отдельных компонентов книжного издания печати
107552
знака
5
таблиц
16
изображений
2.2 Монтаж и маркетирование печатных изданий
Вывод текста для изготовления фотоформы или печатной формы.
В процессе обработки текста его представление или отображение постоянно находится перед оператором на экране монитора компьютера. Для корректуры изготавливаются распечатки на бумаге.
Качество контуров при цифровом выводе /фотовыводные устройства: низкое разрешение; б улучшение качества контуров благодаря использованию более высокого разрешения (увеличение разрешения и уменьшение диаметра пятна в два раза)
Если предусмотрена дальнейшая обработка текста для изготовления фотоформы (вывод фотоформы для изготовления печатной формы) традиционным способом, т.е. посредством ручного монтажа, необходимо осуществить экспонирование фототехнические пленки. Текстовая информация может выводиться либо в виде гранок, либо как текстовые полосы со свободными местами под иллюстрации, которые затем монтируются вручную, либо в виде готовой полосы, включающей иллюстрации. Гранки содержат исключительно текст, выключенный по ширине колонки или полосы. При этом затраты ручного труда на верстку полос (создание макета полосы) очень велики. Целесообразнее предварительно обработать текстовую полосу с помощью программы верстки, которая позволяет оставить площади, на которые затем будут монтировать уже имеющиеся на фотоформах изображения. Электронное составление полностью сверстанных полос с отображением текста и изображений, а также одновременный их вывод на фотопленку предполагают, что все изображения представлены в цифровой форме в компьютере и могут обрабатываться вместе с текстом в программе верстки.
Фотоматериалы, фотопленки, виды фотопленок
Виды фотопленок для репродукционных процессов выбираются в зависимости от области их назначения. При контактном экспонировании фотопленка находится в непосредственном контакте с прозрачным оригиналом. В табл. 1–1 указано, какого разрешения можно достичь при использовании различных фотопленок.
Для записи в экспонирующих устройствах используют фотопленки, которые обеспечивают необходимое почернение, несмотря на крайне короткое время экспонирования. Фотопленки, также называемые «фотопленки для записи в ЭУ», имеют максимум чувствительности, соответствующий длине волны используемого лазера.
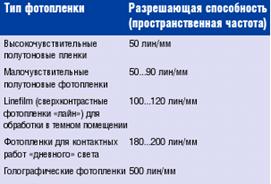
Рисунок 2.7 – Виды фотопленок
Разрешающая способность (в линиях на мм) черно-белых фотопленок при контактном экспонировании по [1–9]; ширина линий в идеальном случае равна расстоянию между ними; т.е. при 50 лин/мм примерно 0,01 мм)
Абляционные пленки обрабатываются без использования химических растворов. В связи с этим говорят о «сухих пленках». Принцип их действия основан на частичной фиксации тонкого углеродного слоя на участках фольги-носителя, экспонированных лазерным излучением. Углеродный слой с экспонированных участков удаляется при снятии защитной пленки. Этот процесс называется «Peeling» (снятие слоя).
Требования к фотопленкам
К различным сортам фотопленок (особенно к использующимся в экспонирующих устройствах) предъявляются следующие требования:
– стабильность размеров;
– хорошая кроющая способность (оптическая плот ность D=4);
– высокая прозрачность в незасвеченных участках (оптическая плотность D=0,05);
– очень малое время экспонирования, так как точки засвечиваются одна за другой, и должно быть соблюдено приемлемое общее время экспонирования,
– хорошая резкость края;
– высокая разрешающая способность;
– возможность автоматической химикофотографической обработки.
В новых технологиях фотографической промышленности вместо гидрохиноновых проявителей используется изосалициловая кислота, более безопасная для окружающей среды. При использовании абляционных фотопленок, которые не нуждаются в жидкостной химической обработке, загрязнение окружающей среды уменьшается.
Монтаж полос (верстка)
![]() Совмещение текста и изображений на полосе происходит в процессе «верстки». При традиционном способе изготовления печатных форм исполнитель вручную в соответствии с макетом монтирует полосу из текста и изображений, обычно представленных в виде фрагментов фотоформ.
Совмещение текста и изображений на полосе происходит в процессе «верстки». При традиционном способе изготовления печатных форм исполнитель вручную в соответствии с макетом монтирует полосу из текста и изображений, обычно представленных в виде фрагментов фотоформ.
Фрагменты укладывают на монтажную основу в нужном положении и закрепляют. От точности и тщательности монтажа напрямую зависит качество печати. Ошибки приводки, обусловленные этим этапом, в последующей печати уже почти невозможно исправить. Монтаж фотоформ производится на специальном столе. Его рабочей поверхностью служит стеклянная пластина, подсвечиваемая снизу рассеянным светом. Две перемещающиеся по сторонам перпендикулярные линейки позволяют производить точный монтаж.
При подготовке к монтажу на поверхность стола сначала кладут миллиметровку на прозрачной основе, затем монтажную основу, которую закрепляют липкой лентой. Монтажная основа – это прозрачная пленка со стабильными размерами, нечувствительная к влаге, стойкая к механическим воздействиям, а также обладающая антистатическими свойствами. Хорошо зарекомендовала себя лавсановая основа толщиной 0,15 мм. Для монтажа фотоформ средних и больших форматов применяется основа толщиной 0,3 мм.
Фотоформы монтируются обязательно эмульсионным слоем вверх, чтобы при заключительном копировании на чувствительные слои были обращены друг к другу и могли быть проэкспонированы без рассеяния экспонирующего излучения. Фрагменты фотоформы (текст и изображения) укладываются на монтажный стол в соответствии с макетом и закрепляются на монтажной основе жидким клеем или липкой лентой. Для этого фрагменты фотоформы обрезаются по краям до нужного размера. Части пленок недолжны перекрываться на монтажной основе, так как при последующем копировании в местах перекрытия фрагментов нарушается прямой контакт фотоформы с формной пластиной. В результате светорассеивания при экспонировании пластины в местах перекрытия появляются непропечатанные участки.
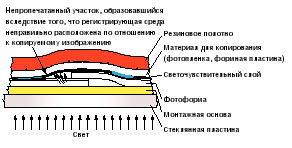
Рисунок 2.8 – копирование, являющееся следствием перекрытия фотоформ
В офсетной печати чаще всего используются позитивные формные пластины. Для копирования на эти пластины необходим монтаж. При позитивном монтаже встречаются трудности обеспечения качества из-за наличия краев обреза фрагментов пленок, осевшей пыли и частиц, а также царапин и др. При копировании они переносятся на формный материал как элементы изображения, так как они поглощают свет.
Лента для закрепления фотоформ на монтажной основе представляет собою узкую ленту толщиной 0,05 мм с односторонним клеевым слоем. Для позитивного монтажа используют прозрачные или свет логолубые прозрачные липкие ленты. Несмотря на их небольшую толщину, они все же мешают плотному контакту фотоформы с формной пластиной, что приводит к непропечатанным участкам на копиях. Липкую ленту размещают только на достаточно широких полях фотоформ без изображения. Между краем изображения и краем липкой ленты должно быть расстояние не менее 5 мм.
Монтаж многоцветных изображений выполняют особенно аккуратно. От точности монтажа непосредственно зависит результат приводки на печатном оттиске. Прежде всего обращают внимание на избежание ошибок, связанных с параллаксом, возникающим при наблюдении совмещаемых цветоделенных изображений под углом. Применение лупы (с делениями) или микроскопа позволяет выполнять монтаж более точно благодаря увеличению элементов изображения.
При монтаже цветоделенных фотоформ зарекомендовали себя две технологии:
- основной монтаж. Сначала изготовляется основной монтаж цветоделенной фотоформы той краски, которая содержит наиболее четко выраженные детали изображения. Затем он служит образцом оригиналом для монтажа всех остальных цветоделенных фотоформ на другую монтажную основу. Между основным монтажом и находящимся в работе размещается матовая пленка, придающая серый фон основному монтажу;
- монтаж по копии. С помощью этого способа достигается лучшее качество приводки. На полимерной пленке, на которую предварительно нанесен эмульсионный слой, изготавливается позитивная или негативная копия основного монтажа. Светочувствительный слой окрашен в голубой или красноголубой цвет, не препятствующий прохождению излучения. На эту пленку монтируются следующие по порядку цветоделенные фотоформы.
При позитивном копировании неровности, имеющиеся по контуру обрезки, и мелкие загрязнения удаляются посредством рассеивающих свет стекол / пленок, размещаемых со стороны основы фотоформы.
В газетном производстве часто используется монтаж негативов. В этом случае печатающие элементы на фотоформе являются прозрачными. При монтаже негативных фотоформ применяют темнокоричневую или черную липкую ленту. Площадь монтажа целиком покрывается пленкой для кадрирования. При освещении монтажного стола излучением видимого диапазона система пленок остается прозрачной. Однако участки, закрытые кадрирующей маской становятся непрозрачными для излучения УФ диапазона. Участки, соответствующие изображению, на пленке для кадрирования вырезаются. Таким образом исключается появление дефектов, возникающих при позитивном копировании из-за наличия пыли и контуров обрезки.
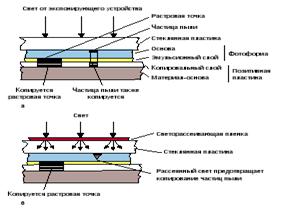
Рисунок 2.9 – Экспонирование частиц пыли в процессе записи на формные пластины: копирование без матовой пленки; копирование с матовой пленкой, предупреждающей запись пилинок
К негативному монтажу предъявляются требования по оптической плотности. Необходимо, чтобы будущие печатающие элементы имели высокую прозрачность (D<0,05), а пробельные элементы – достаточную оптическую плотность (D>2,5).
Поскольку ручная приводка четырехкрасочных изображений при негативном монтаже сложна и способствует увеличению числа ошибок, она преимущественно используется при выполнении однокрасочных работ. Более удобным является метод, согласно которому растровые изображения копируются на формную пластину после того, как предварительно уже проведена запись с текстовых и штриховых фотоформ, т.е. копирование растровых фотоформ осуществляется в процессе второго экспонирования. Так как участки, соответствующие растровым изображениям, при первом копировании текстовых и штриховых фотоформ зачернены, на этих участках формная пластина при экспонировании остается незасвеченной. И наоборот, при копировании с растровых фотоформ остальные участки кадрируют, и они становятся непрозрачными для УФизлучения. Это делается для того, чтобы в процессе второго экспонирования не разрушить уже проэкспонированные участки, содержащие текст и / или штриховое изображение.
Контроль качества готового монтажа осуществляется посредством изготовления светокопий. Контроль нужно выполнять очень тщательно, так как на стадии монтажа еще можно внести необходимые изменения без больших дополнительных затрат времени, финансов и отвлечения рабочего персонала.
Спуск полос и монтаж
В процессе монтажа фотоформ печатного листа осуществляется их размещение и закрепление на листовой прозрачной основе. Её размеры соответствуют формату печатного листа. Размещение цельнополосных фотоформ в заданной последовательности и ориентации («портретная», «пейзажная»), а также точное расположение отдельных полос на печатном листе следует выполнять с учетом следующих факторов (кроме этого при изготовлении монтажа необходимо дополнительно устанавливать и другие тест объекты, используемые для контроля и управления технологическими процессами):
– способ печати (растрированные фотоформы для автотипных способов печати, полутоновые – для глубокой печати; прямое изображение для прямых способов печати, зеркальное – для косвенных; позитивные фотоформы – для позитивного копирования, негативные – для негативного копирования);
– вид печатной машины (край для захвата листа форграйфером в листовых печатных машинах; края с графейками, поля для лентопроводящих роликов, метки приводки, баланс поперечной неприводки из-за набухания материалов под воздействием влаги – для рулонных печатных машин);
– формат печатной машины;
– способ переворота листа при двусторонней печати (проводка и переворот листа в листовых печатных машинах, оснащенных устройством переворота;
– проводка и переворот листа при использовании листовых машин без устройства для переворота;
– одновременная печать с обеих сторон при печати «резина к резине»);
– схема сгибов фальцевальной машины или аппарата; способ скрепления конечного полупродукта (припуск по корешковому полю на обрезку сгибов при клеевом скреплении блоков);
– способ послепечатной обработки (шлейф тетради при комплектовке блока подборкой или вкладкой приложений в помещении экспедиции);
– направление подачи бумаги (для листовых машин с учетом расположения волокон при отливе, для рулонных машин с портретным или пейзажным расположением полос);
– положение сфальцованной тетради в блоке (расположение колонцифр, например, от 1 до 32 для первой тетради, а также на полосах последующих тетрадей);
– число красок на данной стороне листа;
– вспомогательные метки (метки приводки, обрезки, фальцовки, подборки, сигнатуры, метки цветных красок, идентификационные номера);
– контрольные шкалы (шкалы для контроля печатного процесса, размещаемые перпендикулярно на правлению подачи бумаги по всей ширине печатного листа, шкалы для контроля копировальных процессов, размещаемые на участках печатной формы, находящихся вне зоны печати).
В зависимости от вида работ могут размещаться и другие элементы, предназначенные для технологических целей.
Таким образом, монтаж полос является информационноемким и важнейшим этапом, позволяющим исключить возникновение ряда ошибок на дальнейших стадиях технологического процесса.
Первый шаг при монтаже полос – это чертеж монтажного листа в рабочем масштабе. Макетный лист имеет формат печатного листа с дополнительными полями и вычерчивается на безусадочной прозрачной основе или бумаге. Рассмотрим, например, макетный лист для листовой офсетной печати.
Сначала форматный лист размещается на монтажном столе параллельно направляющим и фиксируется липкой лентой. Затем на лист наносятся формат печатного листа, поле для грейфера, линия переднего поля оттиска и серединная (центральная) линия в направлении подачи. Необходимые данные находятся в документации печатной машины или их можно получить непосредственно из характеристики издания.
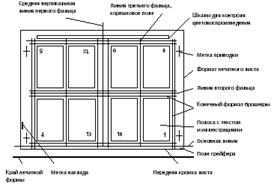
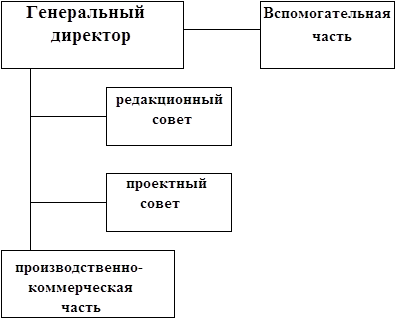
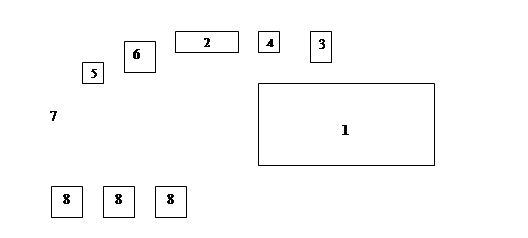
Рисунок 2.10 – Макетный лист спуска полос с учетом вида печатного листа и размещаемых вспомогательных контрольных элементов и информации, необходимой для отделки отпечатанной продукции; пример: лицевая сторона 16-полосной брошюры, получаемой посредством трех сгибов печатного листа
В соответствии с размерами, показанными на рабочей схеме спуска полос, вычерчивают в зеркальном отображении точные контуры всех полос, размещаемых на лицевой стороне печатного листа. Рабочая схема всякий раз должна проверяться с помощью образца, сфальцованного вручную.
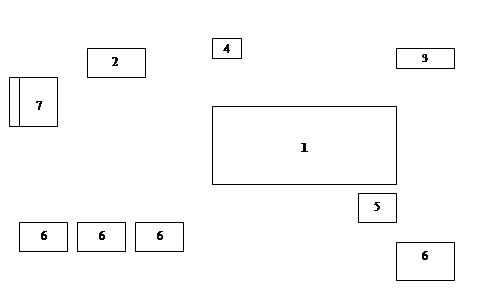
При установке межполосного расстояния учитывают также припуски на фальц и обрезку. В нижнем правом углу каждой полосы устанавливают колон цифру. Тем самым для каждой полосы четко определяется ее расположение и ориентация (головкой вверх или вниз). После вычерчивания мест под контрольные шкалы и вспомогательные метки монтажный лист становится подготовленным к дальнейшей работе. Рисунок меток обрезки и фальцовки должен быть таким, чтобы их нельзя было перепутать друг с другом, т.е. чтобы их можно было легко отличать один от другого. Кроме того, метки нужно размещать таким образом, чтобы даже при небольших ошибках в обрезке они не были видны в готовой продукции. Цветные контрольные шкалы нужно располагать на периферийных участках печатного листа, с тем чтобы они могли быть удалены в процессе обрезки. Нужно также выделить и обозначить места под сигнатуру, для указания цвета краски и установки идентификационного номера.
Монтажный лист для оборотной стороны печатного листа нужно вычерчивать по такой же методике, какая была рассмотрена выше при его вычерчивании для лицевой стороны. При этом обязательно необходимо учесть способ переворота листа. Таким образом, для каждого бумажного листа, запечатываемого с двух сторон, нужно изготовить два монтажных листа.
Для выполнения монтажа полос на монтажном столе точно устанавливается и закрепляется Макетный лист (план монтажа). При необходимости под него подкладывается миллиметровая пленка.
Поверх кладут и закрепляют монтажную основу. Полностью сверстанные фотоформы отдельных полос укладывают и приклеивают к основе в соответствии с планом монтажа. Спуск цветоделенных фотоформ и соответствующий монтаж выполняются либо по технологии основного монтажа, либо посредством изготовления светокопий.
Системы приводки
Приводка и операции установки требуют большой тщательности их выполнения, что позволяет уменьшить ошибки несовмещения. Поэтому эти операции связаны с большими затратами времени и сил. Добиться уменьшения затрат времени и большей точности приводки позволяет применение механической системы. Как правило, это справедливо в том случае, когда система приводки используется на всех этапах процесса, т.е. при:
- создании макетного листа (плана монтажа);
- монтаже полос;
- изготовлении печатных форм;
- установке печатных форм в печатной машине.
Принцип систем приводки основан на четкой фиксации положения носителя информации на стадии, когда еще возможно его относительное перемещение. Фиксация осуществляется в процессе закрепления полос фотоформ липкой лентой при монтаже, она производится также перед пневматическим прижимом в копировальных рамах и в ходе закрепления печатных форм при их установке в печатной машине посредством зажимов; при выполнении сгиба печатной формы для рулонных печатных машин и т.д.
Для позиционирования применяются, например, приводочные штифты с жесткими допусками на размеры внешних диаметров. На штифты накладываются носители с записанной информацией, имеющие также пробитые отверстия в местах, точно соответствующих расположению штифтов. Приводочные штифты размещаются на горизонтальных направляющих, которые при помощи липкой ленты фиксируются на монтажном столе в точно определенном месте. С помощью приводочного штифта и соответствующего ему приводочного отверстия носитель информации (например, монтажный лист) точно фиксируется на плоскости в направлениях x и y. Оставшаяся некоторая степень свободы и, следовательно, возможный поворот монтажного листа на плоскости вокруг приводочного штифта полностью исчезают при включении в работу второй из множества расположенных по периферии носителя пары «штифт – приводочное отверстие».

Рисунок 2.11 – Приводочные отверстия на формной пластине (система приводки CONTROL 2000, Bacher)
Направляющая, вдоль которой располагаются приводочные отверстия, должна проходить через центр приводочного отверстия, имеющего форму круга. Тем самым обеспечивается точное (в отношении 1:1) позиционирование. Этот принцип применяется для:
– фиксации положения монтажной основы на монтажном столе с закрепленной миллиметровой сеткой и монтажным листом и с устройством перемещения линейки;
– фиксации положения монтажа полос одного над другим при изготовлении комплекта цветоделенных монтажей;
– фиксации положения монтажа полос на формной пластине в вакуумированных копировальных рамах перед пневматическим прижимом;
– фиксации положения пластины на формном цилиндре перед установкой прижимной планки;
– фиксации положения пластины в устройстве создания сгиба печатных форм, предназначенных для рулонных офсетных печатных машин.
Несмотря на то, что как отверстие круглой формы, так и отверстие удлиненной формы, располагаемые на приводочных штифтах, обеспечивают одинаковоточную фиксацию на плоскости монтажа фотоформ (печатной формы), все же для больших форматов используются отверстия удлиненной формы. Это обеспечивает позиционирование по всей ширине листа без возникновения избыточных напряжений по краям отверстий. И хотя это означает, что система стала более подвижной и неопределенной, этот способ получил широкое распространение.
Для крепления формных пластин на формном цилиндре печатной машины пластины вводятся в открытые прижимные планки. Пробивание отверстий потребовало бы больших затрат. Поэтому пластина имеет пробитые U-образные отверстия по закрепляемому краю. Отверстия могут быть полукруглыми или полупродольными. Если пластина свободно лежит на всех приводочных штифтах прижимной планки или формного цилиндра, то это означает, что она находится в правильном положении. Положение приводочных штифтов позволяет осуществлять дополнительный визуальный контроль правильности установки печатной формы.
Похожие работы
... файлов. В остальных критериях лидером является графический редактор PhotoShop. Таким образом можно сделать вывод, что на сегодняшний день при обработке всего многообразия иллюстраций и подготовке их для печатной продукции оптимальнее всего использовать графический редактор Pyoto Shop. 3. Оценка экономической целесообразности использования современных программ подготовки иллюстрированной ...

... количеством выделений, разных знаков, обозначений, намного лучше перепечатать весь текст, чем переделать его в удобный для дальнейшей обработки формат. 1.2 Общие принципы редактирования и оформления детских книжных изданий Внешнее оформление книги К внешним элементам книги относят обложку, переплет, суперобложку, форзац и футляр. В литературно-художественных изданиях, так же как и во всех ...
... путем покупки эксклюзивных прав на его издание. Покупка прав на издание обеспечивает издательству эксклюзивное право на пользование интеллектуальной собственностью – правовой основы предпринимательской деятельности в книжном деле. Однако, монопольная прибыль, как известно, привлекает других предпринимателей. Издательство может монополизировать отдельные авторские произведения, получив на них ...
... по искусству, всевозможные рекламные материалы. Этот способ печати стал доминирующим благодаря целому ряду объективных причин, к числу которых относятся: - универсальные возможности художественного оформления изданий (большая свобода в компоновке материала в пределах полосы, использование разнообразных по конфигурации, размерам и красочности элементов изображения и их сочетаний и т.п.); - ...
0 комментариев