Содержание
Введение
1. Основные вопросы, рассматриваемые процессной командой.
2. Перечень проблем и пути их решения.
3. Бизнес- процессы в блоке Производство.
Заключение
Список использованной литературы
Введение
На нефтеперерабатывающем производстве, которое представляет собой сложную промышленную систему, система управления процессом играет ключевую роль. Необходимо обеспечить постоянное и безошибочное управление и стабильную работу системы. Даже один день простоя означает для завода потерю огромной прибыли. С одной стороны жесткая конкуренция требует такого управления процессом, при котором будет достигнут максимальный уровень выпуска высококачественной продукции, а с другой стороны затраты на энергию, персонал и обслуживание систем, которые являются тремя важнейшими факторами, влияющими на цену готового продукта, должны по возможности удерживаться на низком уровне, чтобы продукт был конкурентоспособным на мировом рынке. Система управления процессом влияет на все типы затрат.
Поэтому именно оптимальное управление процессом может гарантировать эффективное использование потребляемой энергии и такую операторскую поддержку при управлении системой, при которой затраты на персонал будут минимальными.
Кроме того, сочетание нестабильного по характеристикам сырья и изменяющихся требований к показателям качества получаемых продуктов являются основными факторами, которые делают задачу подбора технологического режима чрезвычайно сложной. Трудности выбора режимных параметров связаны со следующими причинами.
Во-первых, отсутствуют (или крайне ограничены) средства метрологического контроля качества продуктов подготовки и переработки нефти на потоке, в связи с чем, управление производится на основе информации, получаемой путем отбора проб и проведения лабораторных анализов. Стоимость и технические возможности лабораторного контроля на предприятиях позволяют делать не более двух-трех анализов в сутки.
Во-вторых, качество процессов управления с учетом задержек, инерционности производственных процессов, достигающих в процессах подготовки нефти время от нескольких часов до нескольких десятков часов, а в процессах нефтепереработки от нескольких минут до десятков минут, принципиально не может быть сделано высоким, т.к. низкое быстродействие автоматических систем регулирования не позволяет подавлять возмущения относительно более высокой частоты.
В-третьих, объем информации, который предлагается оператору (или автоматическому устройству) для выработки управляющих воздействий достаточно велик. Часто информация имеет нечеткий характер, а оценка качества того или иного решения на управление проводится по многим плохо формализованным критериям. Это приводит к тому, что решения на управление формируются обычно экспертным образом, и качество управления зависит от опыта и других личных качеств обслуживающего персонала.
Сказанное позволяет заключить, что проблема управления процессами переработки нефти является весьма актуальной, а ее разрешение позволяет заметно повысить эффективность производства. Актуальность темы подтверждается огромным числом публикаций, сотнями патентов и авторских свидетельств на изобретения, исследований в форме диссертаций, которые направлены на решение проблемы управления процессами подготовки и переработки нефти.
1. Основные вопросы, рассматриваемые процессной командой
На современном нефтехимическом предприятии работает несколько десятков установок. Для четкого планирования и управления работой этих установок необходимо иметь мощные средства автоматизации управления. Но этого недостаточно. Необходима система оценки текущих состояний технологических установок и критерии принятия управляющих воздействий. На сегодняшний день в отечественной нефтепереработке используется система нормированных показателей. По таким показателям, установленным соответствующей документацией, ведется технологический процесс, т.е. устанавливаются режимные параметры. В свою очередь расчет экономических показателей производится так же на основании утвержденных методик, которые заключаются в определении порядка отнесения и структуры производственных затрат на стоимость продукции [30].
Возникает законный вопрос в правильности существующей методики определения технико-экономических показателей. Но даже при условии принятия положения о правильности структуры распределения затрат на товарную продукцию, при функционировании такого механизма расчета технико-экономических показателей, нет достаточной оперативности в их расчетах.
Экономическая нагрузка на полученные технические результаты добавляется исходя из цены нефти - сырья, поступившего на переработку. Если на переработку поступила нефтяная смесь, по разным ценам, то среднюю цену вычисляют путем нахождения средневзвешенного показателя. Учитываются различные эксплуатационные, общезаводские затраты и рассчитывается себестоимость произведенной продукции.
На основе рассчитанных данных принимаются решения об изменении технологического регламента. Минимальный период расчета технико-экономических показателей на основе данных о технологическом процессе составляет в настоящее время одни сутки. Таким образом цикл оперативного управления по технико-экономическим показателям составляет 2 суток, с учетом получения информации о реакции управляемой системы на управляющее воздействие.
Управление непосредственно технологическим процессом осуществляется без учета технико-экономических показателей. Операторы опираются исключительно на нормы, установленные технологическим регламентом, в котором задаются значения для технических показателей. В связи с этим управление технологическими установками носит экспертный характер в пределах ограничений, накладываемых регламентом.
2. Перечень проблем и пути их решенияУправление современными нефтеперерабатывающими и нефтехимическими заводами представляет собой сложную и трудоемкую задачу. Обычно полагают, что она заключается главным образом в достижении предприятиями установленных планом основных показателей их производственно-хозяйственной деятельности. Если рассматривать задачу управления лишь с этих позиций, то и в этом случае следует отметить ее масштабность.
Сложность управления предприятием в условиях переходной экономики обуславливают:
- нестабильные экономические законы;
- хрупкость хозяйственных связей;
- изменчивость спроса на рынке нефтепродуктов;
- интенсивное изменение мировых цен на нефть;
- многообразие поставщиков сырья, и как следствие разнообразие показателей его качества (содержание светлых нефтепродуктов, ароматических соединений, непредельных углеводородов, содержание серы и т.д.).
Производственно-хозяйственная деятельность каждого предприятия оценивается целым рядом показателей, таких, как объемные показатели по производству продукции в стоимостном и натуральном выражениях, показатели по труду, заработной плате, себестоимости продукции, прибыли, рентабельности и т. д. (для нефтеперерабатывающего завода, например, подобный ряд состоит почти из восьмидесяти наименований). Каждый показатель, как правило, является функцией нескольких аргументов. Так, показателями по объему производства продукции в натуральном выражении определяются с учетом качественной и количественной характеристик сырья, возможных вариантов его переработки, расходных нормативов, состояния оборудования и других данных.
Для управления заводом очень важно, что показатели деятельности завода постоянно изменяются во времени. Другими словами, помимо числового значения, у каждого показателя имеется и временная характеристика, раскрывающая его динамику.
Следует отметить, что об управлении заводом, так же как и любым другим объектом, можно говорить, только анализируя работу предприятия как динамическую систему.
Статические характеристики нефтеперерабатывающего или нефтехимического завода могут дать нам представление о номенклатуре продукции и мощности производства по основным ее видам, потребляемом сырье, источниках и количестве потребляемых энергетических ресурсов, наборе технологических производств и установок, численности производственного персонала и т.п. Эти характеристики могут вполне удовлетворять технолога, энергетика, экономиста для определения соответствующих их профилю задач. Постоянное же изменение показателей завода во времени выдвигает требование иного взгляда на завод, выступающий как объект управления.
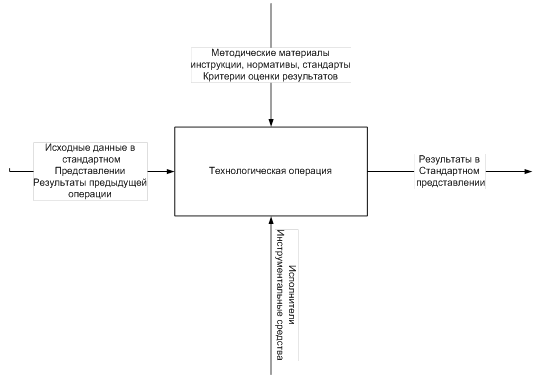
При таком подходе нефтеперерабатывающие и нефтехимические предприятия рассматриваются как сложные (большие) системы, которые состоят из совокупности элементов, находящихся во взаимодействии (рис. 1). Поэтому исследование их должно осуществляться на основе методологических принципов такой научной дисциплины, как общая теория систем. При этом, безусловно, следует исходить из предпосылки, что упомянутая теория не заменяет, а дополняет другие науки, положения которых применится в производстве продуктов переработки нефти и нефтехимии.
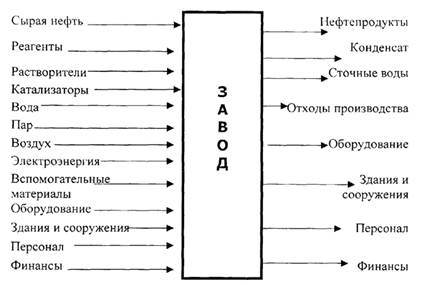
Рисунок 1. Принципиальная схема представления производства нефтепродуктов в виде совокупности материальных потоков.
С позиции общей теории систем [53] управление есть функция системы, ориентированная либо на сохранение ее основного качества (т. е. совокупности свойств, потеря которых влечет за собой разрушение системы) в условиях изменения окружающей среды, либо на выполнение соответствующей программы, которая должна обеспечить устойчивость функционирования (гомеостаз), достижение определенной цели.
На основании изложенного задачу управления нефтеперерабатывающими и нефтехимическими предприятиями нужно рассматривать в более широком плане, чем только достижение ими основных показателей производственно-хозяйственной деятельности.
В условиях постоянных изменений, происходящих в нефтеперерабатывающей и нефтехимической промышленности, и все возрастающих требований народного хозяйства данная задача состоит в обеспечении эффективного функционирования завода При этом работа предприятия должна удовлетворять как требованиям макро-, так и микросреды функционирования.
Например, максимальное удовлетворение рынка в продукции предприятия должно сочетаться с совершенствованием технической базы производства и улучшением условий труда и быта членов заводского коллектива.
Такое содержание задачи управления вызывает необходимость учитывать все аспекты функционирования предприятия и окружающей среды, использовать при решении упомянутой задачи системный подход, базирующийся на положениях общей теории систем.
Применение системного подхода для целей управления основано на ряде специфических приемов, а именно:
· и замене исследуемой системы некоторой аналитической или числовой моделью;
· и определении и формулировке совокупности правил (алгоритмов), характеризующих поведение системы;
· и использовании принципа внешнего дополнения.
Поиск решения задачи управления в отличие от поиска решений других задач имеет свои особенности.
Получение целевых нефтепродуктов, снабжение завода электроэнергией, экономический анализ и другие аспекты производственной деятельности предприятия реализуются через последовательные закономерные явления, переход одних явлений в другие, т. е. обеспечиваются посредством соответствующих процессов.
Управление также является одним из аспектов функционирования производства и характеризуется своими закономерностями, определяющими последовательность действий и зависимость явлений. Исходя из этого, можно говорить о существовании процессов, посредством которых обеспечивается управление, т. е. процессов управления.
Поэтому особенности управления заводами, перерабатывающими, например, нефть и ее фракции, заключаются не только в специфике производства продуктов нефтепереработки, но и в отличии собственно процессов управления от других, хорошо известных в нашей практике процессов.
Производство нефтепродуктов относится к типу непрерывных. При этом особенностью его является то, что все направления производственно-хозяйственной деятельности НПЗ в значительной мере определяются качеством поступившего на переработку сырья.
На нефтеперерабатывающих заводах при использовании одного и того же сорта нефти в различных условиях достигаются разные выходы нефтепродуктов. Это позволяет в широких пределах варьировать технологические режимы переработки нефти (особенно при наличии нескольких сортов) в целях получения оптимальных выходов отдельных нефтепродуктов. От качества исходного сырья существенно зависит выход продукции и на нефтехимических предприятиях.
Эффективная реализация процессов управления предприятием и особенно проектирование механизма, реализующего эти процессы (или, как принято в настоящее время говорить, управляющей системы), также вызывает необходимость формализации процессов управления с достаточной степенью полноты. Иными словами, необходимо описать процессы управления формальными средствами с учетом специфики производства. Наиболее распространено сейчас такое описание языком математики и формальной логики [35].
При формализованном описании процесса используется целый ряд определений, показателей и связей между ними. С понятием «управление» тесно связаны такие термины, как уже упомянутые ранее система, среда, объект, критерий и др.
Особенно важно для раскрытия понятия «управление» определение цели. Она характеризует поведение системы для соответствующего упорядочения множества ее состояний. Формальным выражением цели служит целевая функция, т. е. функция в экстремальных задачах, минимум или максимум которой нужно найти. Цель фактически определяет направление процесса управления.
Одним из основных понятий при рассмотрении систем в связи с формализацией процесса управления является «назначение» объекта. Оно обусловливает области применения систем, раскрывает их сущность. Назначение, например, нефтеперерабатывающего завода заключается, как известно, в производстве соответствующей гаммы продуктов на базе переработки нефти.
Важной характеристикой системы служит понятие «ресурс». Это понятие, широко используемое в управлении производственными объектами, раскрывает запасы или источники возможностей системы, к которым обращаются в необходимых случаях.
Весьма существенны также такие определения, как «субъект» и «объект». «Субъект» управляет производством, активно воздействуя на предмет познания. В то же время завод, на который направлена познавательная и иная деятельность субъекта, выступает в качестве предмета познания, или «объекта». При этом довольно значительную роль играет представление завода как объекта управления, т. е. объекта реализации результатов процессов управления.
Реализация системного подхода в управлении предприятиями в нефтеперерабатывающей и нефтехимической промышленности выдвигает необходимость использования для этой цели соответствующих средств. По общепринятому мнению, сегодня такими средствами являются автоматизированные системы управления.
Переход к автоматизированному управлению есть объективная необходимость, обусловленная все возрастающей лавиной управленческой информации и требованиями дальнейшего повышения производительности труда в сфере административно-управленческих работ.
Математические модели установок и производств в нефтепереработке и нефтехимии, известные в настоящее время, содержат от нескольких десятков до сотен уравнений. Алгоритмы, определяющие поведение систем, состоят из тысяч операций [7]. Естественно, что в данном случае использование таких алгоритмов без соответствующих средств автоматизации не позволяет даже говорить об эффективном внедрении системного подхода в управление производством.
Планируемое дальнейшее увеличение мощностей заводов, производств, единичных установок существенно усложняет управление ими. Широко известно, что если объем производства возрастает в арифметической прогрессии, объем информации при его функционировании увеличивается в геометрической прогрессии. Необходимо принимать во внимание и тот факт, что сложность задач управления при этом возрастает в значительно большей степени, чем численность людей, которые могут быть заняты их решением.
Однако, наибольшие трудности возникают при необходимости осуществлять оптимальное управление заводом, поскольку даже незначительные отклонения от оптимальных значений показателей его деятельности заметно снижают эффективность работы производств большой мощности.
Оптимальное управление современным предприятием «вручную» практически невозможно, если только не рассчитывать на случайное достижение нужных результатов. Рассмотрим справедливость подобного утверждения на примере нефтеперерабатывающего завода.
Производственные возможности среднего по мощности НПЗ могут быть описаны системой из 80 - 100 уравнений [58]. Область допустимых планов предприятия, определяемая такой моделью, представляет собой многогранник в n-мерном пространстве, где n - число неизвестных. Число точек в этом многограннике, дающих допустимый план, представляет собой несчетное множество (континиум точек). Поэтому перебрать все допустимые планы нельзя, да и нет необходимости: близкие точки (планы) незначительно отличаются одна от другой.
Практический интерес могут представлять лишь планы, которые существенно различаются между собой или набором технологических способов (режимов) производства и смешения, или интенсивностями их использования. Такие допустимые планы изображаются вершинами многогранника и носят название опорных планов. Известно, что именно среди опорных и находятся оптимальные планы.
Вручную перебрать все опорные планы не представляется возможным, так как число их астрономически велико. Действительно, верхняя граница числа опорных планов определяется числом сочетаний из п по т (где т - число строк модели):
Для реального нефтеперерабатывающего завода n=100 и m=80, откуда число опорных планов ориентировочно составляет 1040. Поэтому, если предположить, что для расчета одного опорного плана человеку отпускается всего одна секунда, то для перебора всех планов ему не хватит целой жизни даже при непрерывной работе.
Увеличение объемов информации, усложнение задач управления вызывают сегодня острую потребность искать пути и методы решения возникших проблем, чтобы завтра не оказаться перед необходимостью снижать темпы роста производства из-за невозможности управления им.
Увеличением численности управленческого персонала решить проблему нельзя: людские резервы ограничены. Да и этот путь имеет большие отрицательные последствия: возрастают непроизводительные расходы, снижается оперативность управления, аппарат становится более громоздким. Так, на крупных предприятиях уже теперь число подразделений только в центральном управленческом аппарате достигает сорока и выше (данный показатель не учитывает аппарата управления производств, цехов и установок).
Наличие формализованной информации, на основе которой строится любой документ, позволяет говорить о возможности механизации и автоматизации информационных процессов. Эта возможность сегодня достаточно эффективно реализуется с помощью электронно-вычислительной техники и математических методов.
Применение новейших методов и средств в управлении повышает производительность труда работников сферы управления, позволяет быстро и качественно перерабатывать информацию, находить оптимальные управляющие воздействия. Автоматизация управления освобождает человека от рутинной работы, дает возможность в полной мере использовать его опыт и творческие способности, а самое главное, обеспечивает получение всестороннего, комплексного и научно обоснованного решения задач управления в сроки, наиболее приемлемые для его реализации.
Каждый конкретный специалист по-своему представляет себе завод, на котором он работает. Например, технолога нефтеперерабатывающего завода, прежде всего, интересует схема переработки нефти. Основными характеристиками для этого работника являются в первую очередь мощности предприятия по сырью и производству стандартной продукции или вторичного сырья. Технолог принимает во внимание показатели исходного сырья, параметры установки по его переработке, особенности получения готовых продуктов и другие специфические сведения. Для специалиста по электроснабжению и электрооборудованию интерес представляют уже иные данные, а именно: установленная и потребляемая мощность электрического оборудования, годовой расход электроэнергии и другие важные для обеспечения ею завода показатели.
Помимо сырья и электроэнергии, в процессе производства продукции потребляются тепло и вода, отводятся в канализацию отработанные стоки, используется оборудование. На любом нефтеперерабатывающем или нефтехимическом предприятии имеются трубопроводные системы, подъездные автомобильные и железнодорожные пути, сливоналивные эстакады для приема сырья и реагентов и отгрузки товарной продукции. Значительную роль играют хранение сырья и готовых продуктов, смесительные станции, факельное хозяйство и объекты утилизации углеводородных газов.
В процессе производства продукции предприятие осуществляет финансовую деятельность. На каждом заводе трудится значительный эксплуатационный штат специалистов. Функционируют и другие элементы, образующие сложный организм действующего нефтеперерабатывающего или нефтехимического предприятия.
Каждому аспекту деятельности завода соответствует та или иная его модель. Так, кроме приведенной уже технологической модели возможны электроэнергетическая, экономическая, финансовая, кадровая и другие модели пред приятия.
Очевидно, что как весь организм завода в целом (см. первый раздел), так и каждый элемент данного организма имеют количественные, качественные и временные показатели (характеристики), которые необходимо поддерживать для получения в нужном количестве продуктов требуемого качества в установленное планом время.
Следовательно, для выпуска готовой продукции необходима согласованная работа всех подразделений завода с учетом возможных изменений их характеристик в целях достижения предприятием плановых показателей его производственно-хозяйственной деятельности. Зависимость этих показателей завода от показателей функционирования его элементов обусловливает направление в решении указанной задачи. Оперируя с показателями работы элементов предприятия в пределах, определяемых возможностями элементов, можно обеспечить получение требуемых показателей деятельности завода.
Рассматривая нефтеперерабатывающие и нефтехимические, предприятия в виде элементов, образующих некоторое множество с реализацией на нем заранее заданного отношения с фиксированными свойствами, мы имеем право подтвердить предположение о том, что нефтеперерабатывающие и нефтехимические предприятия представляют собой систем, и как система обладает присущими ей свойствами.
Показатели работы завода и его структурных элементов при представлении предприятия в качестве системы можно считать ее параметрами, т. е. показателями, характеризующими состояние системы функционирования ее в условиях конкретной среды.
Согласованная работа всех звеньев предприятия обеспечивается при помощи соответствующего элемента заводского организма, который называется механизмом управления или управляющей системой предприятия. Управляющая система, как уже отмечалось, выступает по отношению ко всему заводу в качестве «субъекта» с определенными представлениями своего «объекта» действия и среды его функционирования. Одним из главных ресурсов функционирования управляющей системы является информация. Поэтому, успех функционирования управляющей системы во многом зависит от того, насколько качественно построена информационная система предприятия.
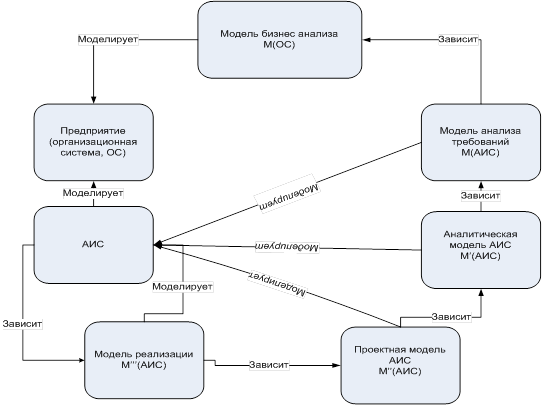
Общая концепция информационных технологий, как показывает зарубежным опыт, основана на следующем тезисе: решающим фактором для любого предприятия является предоставление соответствующей информации соответствующему лицу в соответствующий момент времени. Большую часть этой ключевой информации содержат финансовые данные. Для того, чтобы всегда быть впереди конкурентов и быстрее принимать важнейшие решения, необходимы процессы, предоставляющие актуальнейшую финансовую информацию в нужной форме. Один из вариантов организации системы управления предприятием в экономической части представлен на рис. 2.
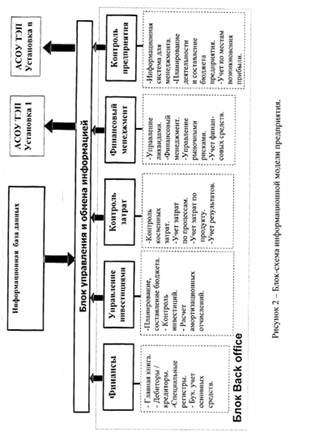
Программные средства по учету и отчетности должны обеспечивать доступ к информации всех подразделений предприятия: исследования и разработки продукции, производства, сбыта и т.д. В результате внедрения финансового модуля руководство всех уровней предприятия получает информацию, которую можно использовать как рычаг для принятия стратегических решений, позволяющих сохранить рентабельность производства, а следственно и прибыль.
Деятельность современного предприятия подразумевает, что в основе экономических и финансовых решений лежат именно данные, характеризующие состояние предприятия в текущий момент времени, а не записи, закрытые месяц или неделю тому назад. Все это имеет решающее значение, поскольку самый оптимальный способ вывести предприятие на заданную позицию состоит в знании его сегодняшнего состояния.
Компоненты системы управления предприятием не ограничены только учетом и отчетностью, они могут включать з себя также логистику, управление персоналом, управление потоками операций и т.д.
Высокая производительность характеризует приложения учета и отчетности во многих областях, при этом обеспечивается высокая актуальность всех данных. Тесное взаимодействие модулей позволяет руководителю принимать решения быстрее и точнее, в любой момент времени.
Интеграция различных приложений в системе должна сохраняться и в том случае, когда необходима автономная обработка децентрализованных заданий. Причина: любая функция системы управления может использовать центральные данные, что позволяет избежать избыточности и обеспечивает интегрированность данных. Поскольку взаимосвязанные значения из разных областей системы синхронизированы, одновременно синхронизируются количественные данные и производные значения.
Одно из современных требований к подобного рода системам - все системы должны быть открытыми, т.с. их можно внедрять на самых разных технических платформах в наиболее современных операционных системах. Благодаря открытой системной среде, можно выбирать те платформы и операционные системы, которые наиболее полно отвечают потребностям предприятия.
3. Бизнес- процессы в блоке ПроизводствоДо сих пор, на современных НПЗ разделены функции экономического расчета, который производится «по факту», т.е. на основании данных, полученных за какой то период в прошлом, и непосредственно технологические функции, касающиеся ведения процесса в режиме реального времени [45]. Чтобы свести эти функции в единую технико-экономическую модель необходимо систематизировать и декомпозировать задачу управления на задачи:
1) сбор текущей информации о технических и экономических параметрах;
2) определение (задание) целевой функции (максимизация прибыли, максимизация выпуска продукции, минимизация издержек и т.д.);
3) расчет оптимальных показателей экономической эффективности, с учетом заданной информации (цены, потребности и т.д.);
4) расчет текущих технико-экономических показателей;
5) выработка управляющих воздействий, для изменения технологического режима;
6) контроль за выполнением управляющего воздействия;
Данная процедура является циклом и выполняется в ходе работы технологического процесса. Рассмотрим подробно каждую стадию цикла. 1) Сбор текущей информации о технических и экономических параметрах.
Современные технологические установки имеют доставочный уровень автоматизации, при помощи которой отслеживаются и изменяются все ключевые технологические параметры: температура, объем подачи пара, объемная скорость подачи сырья, давление, и т.д.
Даже с учетом того, что, как правило, все автоматические измерители работают в аналоговом режиме, не составляет большого труда получение данных в цифровом виде с последующим выводом их на монитор оператора (или занесением в базу данных).
Целесообразнее всего заносить значения параметров динамическую базу данных параметров, а не просто отображение текущих параметров на мониторе. Наличие такой базы данных позволяет анализировать «прошлую» информацию, и использовать в дальнейших расчетах измеряемые показатели.
Необходимо решить вопрос о способе занесения данных в базу, поскольку принципы построения базы данных и вообще работы вычислительных машин построен на работе с дискретными величинами, а не непрерывными показателями, которые присутствуют в нефтепереработке. Это становится более понятно, если сравнивать два способа регистрации значений параметров:
а)использование самописцев;
б)занесение значений показателей в журнал.
При первом способе мы имеем непрерывную линию, показывающую значения параметра во времени. Во втором - фиксированные значения на определенный момент времени.
С другой стороны, запись значений подразумевает под собой расходование вычислительных ресурсов, а именно дискового пространства. Если организовывать фиксирование значений параметров, например, ежесекундно, и таких параметров несколько десятков, то потребуется достаточно большое оперативное дисковое пространство, а если учесть необходимость архивации (т.е. временной остановки записи) или резервных ресурсов, то возникает стоимостной вопрос организации такой системы сбора данных.
Одним из предлагаемых решений вопроса ведения базы данных является учет начального значения в момент запуска системы и дальнейшего фиксирования изменений параметров. Естественно, что каждый параметр в ходе процесса изменяется в обе стороны. Для того, чтобы не учитывать малозначимые изменения, необходимо устанавливать для каждого параметра критическое изменение, при превышении которого делается запись в базу данных, и сравнение уже идет с последним записанным параметром.
Таким образом, в случае стабильного ведения технологического процесса объем хранимой базы минимизируется. В оперативных расчетах используется последний параметр.
Такой же подход справедлив и для учета экономических параметров, таких как внешние цены, курс доллара и т.д. Те показатели, для которых требуются процедуры расчета, определяются с заданной периодичностью, либо устанавливается связь с измеряемыми параметрами и при изменение какого-либо первичного показателя, производится процедура расчета технико-экономических показателей.
Очевидно, что для организации системы сбора информации, решающей подобные задачи, необходимо наличие соответствующего парка вычислительных машин, программного обеспечения и коммуникаций. Но определение целесообразности вложений в такие системы (АСУ) является отдельной задачей.
2) Определение целевой функции технологического процесса.
Для проведения оптимизационных расчетов, помимо наличия данных, зависимостей и ограничений необходимо определение направления оптимизации. Это связано с необходимостью адекватного реагирования на изменение конъюнктуры рынка, которое бывает достаточно трудно спрогнозировать и руководству предприятия приходится принимать решения в оперативном режиме для сохранения конкурентоспособности. Направления оптимизации могут быть различными.
Это может быть как максимизация выручки, прибыли, выпуска какого-либо продукта.
Определение целевой функции необходимо для проведения оптимизационных расчетов и оценки вариантов ведения технологического процесса.
Традиционно целевая функция предприятия заключается в максимизации прибыли, т.е.:
F(П) -> тах где П - величина прибыли.
При таком подходе к оценке решений и оптимизации ведения процесса в первую очередь оцениваются затраты на ведение процесса, и полученный результат. Причем, как уже отмечалось выше, оценку результата следует проводить с учетом двух-трех стадий дальнейшей переработки получаемого полуфабриката. Для упрощения и ускорения расчетов необходимо заранее рассчитывать удельную прибыль от дальнейшей переработки.
Распространенным вариантом задания целевой функции является максимизация выпуска какого-либо продукта.
![]()
где Q- объем производства i-го нефтепродукта. Минимизация производительности.
![]()
где Q - производительность j-ой установки.
Возможны такие случаи, когда экономически целесообразнее поддерживать минимальную производительность установки. Это может быть вызвано, например, нехваткой сырья. Действительно, остановка и запуск технологической установки влекут за собой большие финансовые затраты. Поэтому целесообразнее поддерживать минимальную производительность установки, зацикливая продукты производства и т.д.
Оптимизация такой целевой функции производится путем введения ограничения по сырью, которое должно неукоснительно выполнятся. В свою очередь лимит потребления сырья должен задаваться руководящим звеном предприятия исходя из:
а)имеющихся сырьевых запасов;
б)отношением с поставщиками;
в)конъюнктурой на рынке (в периоды скачков цен на сырье);
г)прогнозов поставок сырья;
д)различных аварийных ситуаций в цепи поставки сырья и т.д.
На основании анализа ситуации, наличия информации о минимальных потребностях всех установок предприятия устанавливается лимит для каждой установки.
3) Расчет оптимальных технико-экономических показателей, с учетом заданной информации.
Расчет оптимальных показателей экономической эффективности проводится по имеющимся моделям. В первую очередь определяется оптимальная загрузка установки. Например, в работе [26] предложена следующая формула расчета оптимальной загрузки.
Простейшая, но вполне реалистическая модель оптимизации суточной производительности технологической установки НПЗ по двум критериям.
По критерию минимизации приведенных затрат на переработку 1 т сырья
![]()
По критерию максимизации чистой прибыли от реализации продукции установки
![]()
Приняты следующие обозначения: С1, С2 - статистические определенные коэффициенты; аi - постоянные (не зависящие от суточной производительности установки) приведенные затраты на переработку 1 т сырья;bi - условно-постоянная часть приведенных затрат в расчете на суточный объем переработки сырья;С 1Q - приведенные затраты на переработку 1 т сырья, пропорциональные суточной производительности Q вследствие квадратического закона зависимости гидравлического сопротивления аппаратов от линейной скорости подачи сырья (главным образом энергетические затраты);а2 - постоянная часть текущих затрат на переработку 1 т сырья;b2 - условно-постоянная часть текущих затрат в расчете на суточный объем переработки сырья.С2Q- часть текущих затрат на переработку 1 т сырья, пропорциональная Q в силу турбулентного режима движения сырья в системе аппаратов;Цо - цена 1 т целевой продукции;Цп - цена 1 т попутной продукции;
Н - норматив налогообложения прибыли; В - выход целевой продукции;
Цс - цена 1 т сырья;
S- приведенные затраты на переработку 1 т сырья;
П - чистая прибыль от реализации продукции установки.
После определения оптимальной загрузки необходимо рассчитать частые технико-экономические показатели.
С учетом цен на товарные продукты можно определить, какую продукцию производить экономически целесообразно. Например, цены на высокооктановые бензины выше, чем на дизельное топливо, поэтому можно сделать акцент на производство бензиновых фракций, расширив пределы кипения фракции. Но, принятие подобного решения (расширения пределов кипения) необходимо принимать с учетом остальных факторов – стоимости дальнейшей переработки и т.д. т.е.:
![]()
где, Xi- объем производства i-го продукта;
р* - прибыль предприятия от производства 1-го продукта, при ограничениях:
![]()
где ХИТК - ограничения количества фракции в сырье, исходя из данных ИТК.
Q - объем перерабатываемой нефти на установке.
Заметим, что в данном случае рассматривается вариант получения максимальной прибыли. В случае, когда речь идет о максимизации какого-либо продукта, то в целях сохранения алгоритма расчета на данный продукт устанавливаются искусственно завышенные цены.
При определении оптимального сочетания затрачиваемых ресурсов для ведения процесса (расход пара, электроэнергии, реагентов и т.д.) естественно оптимальными будут показатели, минимально допустимые технологическим регламентом.
Поэтому необходимо рассматривать оптимальные варианты сочетания параметров, относящихся к затрачиваемым ресурсам.
Необходимо заметить, что во всех оптимизационных задачах используются ограничения технологического регламента и материального баланса, которые считаются заданными. После проведения расчетов будет следующая информация:
-распределение производительности полупродуктов с учетом заданных ограничений (материального баланса, исходных данных сырья);
-распределение расходных ресурсов с учетом их стоимости.
Заключение
Основные результаты и выводы по работе сводятся к следующему:
Анализ состояния и особенностей задачи построения систем управления процессами нефтепереработки по технико-экономическим показателям показал, что:
- основными вопросами, решение которых определяет возможность управления по ТЭП являются: разработка методов получения оперативной информации о ТЭП, характеризующих состояние технологического процесса в текущий момент времени; разработка критерия управления; разработка методов оптимизации ТЭП и принятия решений при управлении производством;
Намечены основные направления совершенствования оперативного управления с использованием АСУ предприятия, охватывающей различные сферы хозяйственной деятельности, в частности построение следующих подсистем:
- «План-факт анализ», направленную на определение допустимых отклонений фактических показателей по которым производится управление.
- подсистема поддержки принятия решений оперативно-диспетчерского управления (АСОДУ). обладающая наряду с традиционными функциональными возможностями, «интеллектуальными» способностями для принятия решений в условиях частичной потери и искажения информации с измерительных устройств, отсутствия точной количественной оценки параметров и показателей.
- подсистема финансового анализа, на основе таких современных информационных технологий как экспертные системы (ЭС), которые позволяют принимать решения в условиях неполноты, недостоверности, многозначности исходной информации на основании цепочки рассуждений (правил принятия решений), заложенной в базе знаний. ЭС анализа финансового состояния предприятия помогает ЛПР (лицу, принимающему решения) оценить экономическую ситуацию, провести ее анализ сформировать диагноз и сформулировать ближайшие цели, достижение которых обеспечит желаемое развитие предприятия с учетом и без учета его резервов.
Список использованной литературы
1. Абдулаев А.А.. Алиев Р.А., Уланов Г.М., Принципы построения автоматизированных систем управления промышленными предприятиями с непрерывным характером производства. - М. Энергия, 1975. - С. 440.
2. Александров Е.А. Основы теории эвристических решений. Подход к изучению естественного и построению искусственного интеллекта. М.: Сов. Радио. 197.-256 с.
3. Алиев Р.А. и др. Производственные системы с искусственным интеллектом. - М: Радио и связь, 1990. - 264 с.
4. Арсланов Ф.А., Веревкин А.П., Иванов В.И., Муниров Ю.М.Э Гареев Р.Г. Моделирование ректификационных колонн установок АВТ для целей оперативного управления по показателям качества. // Исследования, интенсификация и оптимизация химико-технологических систем переработки нефти. - М.; ЦНИИ ТЭнефтехим, 1992. С.94-98.
5. Ахметов М.М. Современные и перспективные процессы прокаливания нефтяного кокса // ХТТМ. - 1986. - № 7. - С. 6-14.
6. Балакирев В.С, Володин В.М., Цирлин А.М. Оптимальное управление процессами химической технологии (Экстремальные задачи в АСУ). - М.: Химия, 1978.-383 с.
7. Березовский В.А., Тарасов В.А. Проектирование и эксплуатация автоматизированных систем управления нефтеперерабатывающими и нефтехимическими предприятиями. М., "Химия", 1977. - 256 с.
8. Болотин В.В. Прогнозирование ресурса машин и конструкций. - М. Машиностроение, 1984. - 312 с.
9. Борисов А.Н., Крумберг О.А., Федоров И.П. Принятие решений на основе нечетких моделей. Примеры использования. Рига:/ "Зинатне", 1990.
10.Бояринов А.И., Кафаров В.В. Методы оптимизации в химической технологии. М., "Химия", 1975. 575 с.
11.Бренц А.Д., Брюгеман А.Ф., Злотникова Л.Г., Малышев Ю.М., Сыромятников Е.С., Шматов В.Ф. Планирование на предприятиях нефтяной и газовой промышленности. - М.: Недра, 1989. - 335 с.
12.Васильев В.И. и др. Многоуровневое управление динамическими объектами. М.: Наука, 1987. - 309 с.
13.Великанов К.М. Определение экономической эффективности вариантов механической обработки деталей. Л., "Машиностроение", 1971. 240 с.
14.Вентцель Е.С. Исследование операций: задачи, принципы, методология. -М.: Наука, 1980.-208 с.
15.Веревкин А.П. Ситуационное управление процессами нефтепереработки и нефтехимии по показателям качества продуктов. / Тезисы докладов международной конференции. т.З. - Новомосковск. С. 44-45.
17.Веревкин А.П. Ситуационное управление ректификационной колонной с боковыми погонами. // Математические методы в химии и химической технологии. / Сб. тезисов международной конференции, ч. 4 - Тверь, 1995. -с.97-98.
18.Веревкин А.П., Иванов В.И. Принципы построения автоматических систем управления ректификационными колоннами и их комплексами. // Динамика неоднородных систем, вып.14. / М.: ВНИИСИ, 1988. - с. 68-74.
19.Гермаш В.М., Малышев Ю.М. Технический прогресс и повышение эффективности нефтеперерабатывающего производства. - Уфа: Башк. Книжн. Изд., 1980.- 112 с.
21.Диагностика, ресурс и прочность оборудования для добычи и переработки нефти. Тезисы докладов Республиканской научно-технической конференции./Уфимский нефтяной институт, 1989. - 124 с.
22.Докучаев Е.С., Тищенко В.Е., Орел И.С., Калужский А.А. Интенсификация использования нефтехимических агрегатов. Экономические проблемы. М. "Химия", 2007.-208 с.
23.Егоров В.И., Злотникова Л.Г. Экономика нефтеперерабатывающей и нефтехимической промышленности. М, Химия, 1982. - 288 с.
24.Заде Л.А. Понятие лингвистической переменной и его применение к принятию приближенных решений. М.:Мир, 1976.
25.Зангвилл У. Нелинейное программирование. Единый подход. Пер. с англ. под ред. Е.Г. Гольшейна. М.:Сов. Радио. 1973, 312 с.
26.Зац А.С. Взаимодействие факторов, определяющих оптимальную производительность технологических установок НПЗ: дис. Канд. Эконом. Наук: 08.00.05 / Уфим. Гос.нефтян. Техн. Универ.- Уфа, 1997. - 180 с.
27.Злотникова Л.Г., Колосков В.А., Лобанская Л.П. И др. Организация и планирование производства. Управление нефтеперерабатывающими и нефтехимическими предприятиями. - М.:Химия, 2008. - 320 с.
28.Ибрагимов И.А., Метт М.С., Нуриев М.Н. Методы и модели планирования нефтеперерабатывающих производств в условиях неполной информации. - Л.: Химия, 1987. - 232 с, ил.
29.Ибрагимов И.Г., Хабиев Р.Х., Затолокин СВ. Исследования влияния нестационарности температурного поля в трубчатой печи на износ трубчатого змеевика. ///Тезисы докл. Республ. н/т конференции, г. Уфа, 1995 г. с. 30
30.Инструктивные указания о порядке калькулирования себестоимости продуктов нефтепереработки в комплексных процессах производства. - М: Минхимнефтепром, 1990. - 72 с.
31.Казакевич В.В., Родов А.Б. Системы автоматической оптимизации. М.:Энергия, 2003. - 288 с.
32.Кантарджян С.Л., Клименко В.Л., Давыдов А.К., Гинзбург Е.Г. Экономика типовых процессов химической технологии., Л., "Химия", 1970. 136 с.
33.Кафаров В.В. Методы кибернетики в химии и химической технологии. М.: Химия, 1998.-380 с.
34.Кафаров В.В., Дорохов И.Н., Марков Е.П. Системный анализ процессов химической технологии. Применение метода нечетких множеств. - М.: Наука, 1986.-360 с.
35.Клыков Ю.И. Ситуационное управление большими системами. М., "Энергия", 1974.- 136 с.
36.Коваленко В.Н. Современные индустриальные системы. //Открытые № 05. 1997 г.
37.Комплекс Л-35-11/1000 - стабильность и надежность, путь в новое тысячелетие: Сб. науч. Тр. /Редкол.: Абызгильдин Ю.М. И др. - Уфа: Изд-во УГНТУ, 1999.-88 с.
38.Кофман А. Введение в теорию нечетких множеств. -М.: Радио и связь, 1982.-432 с.
39.Кузеев И.Р., Сельский Б.Е., Ценев Н.К., Проблемы технической диагностики и остаточного ресурса нефтехимического оборудования./Роль технической диагностики в обеспечении промышленной и экологической безопасности на объектах нефтехимического комплекса. //Тезисы докл. Республ. н/т конференции, г. Уфа, 1995 г. с. 23.. 27.
40.Кузнецова СТ. и др. Опыт разработки и внедрения АСУ ТП установок первичной переработки нефти. / Обзор. -М.: ЦНИИТНефтехим, 2001.-41 с.
41.Лэсдон Л. Оптимизация больших систем. М.: Наука. 1975. - 432 с.
42.Макаров И.М., Лохин В.М., Манько СВ., Романов М.П., Васильев А.А., Хромов А.А. Особенности нечетких преобразований в задачах обработки
информации и управления. //Информационные технологии. - 1999.- № 10. -С 21 -26.
43.Малышев Н.Г., Берштейн Л.С., Боженюк А.В. Нечеткие модели для экспертных систем в САПР. М.: Энергоатомиздат, 2007.
44.Малышев Ю.М.,Тищенко В.Е., Шматов В.Ф. Экономика нефтяной и газовой промышленности. М., Недра, 1980, с. 277.
45.Малышев Ю.М.,Тищенко В.Е., Шматов В.Ф., Туданова Ю.В., Зимин А.Ф. Экономика, организация и планирование нефтеперерабатывающих заводов. -М., Химия, 1975.-292 с.
46.Математические методы в технике и технологиях - ММТТ-12:Сб. трудов Международ, науч. конференции. /Новгород. Гос. Университет Великий Новгород, 1999.-202 с.
47.Мелихов А.Н., Бернштейн Л.С., Коровин С.Я. Ситуационные советующие системы с нечеткой логикой. - М.: Наука. Гл. ред. физ.-мат. лит., 2006. -272 с.
48.Методика определения экономической эффективности автоматизированных систем управления производством. М.э НИИТЭХИМ, 1971.
49.Методика определения экономической эффективности АСУ производством. М., ЦНИИКА, 1970
50.Методика оптимального текущего внутризаводского планирования в нефтеперерабатывающей промышленности /А.Б. Мандель, Э.М. Полак, Б.П. Суворов, Г.Я. Фридман. - М.:ЦЭМИ АН ССР, 1966. - 128 с.
51.Методика расчета экономической эффективности новой техники в машиностроении. Науч. рук. К.М. Великанов. Л., "Машиностроение", 1967.
52.Мешалкин В.П. Экспертные системы в химической технологии. Основы теории, опыт разработки и применения. - М.: Химия, 1995. - 368 с.
53.Миркин Б.Г. Проблемы группового выбора. - М.: Наука, 1974. - 256 с.
Похожие работы
... данных, реализующую выделенный бизнес-процесс; 9. анализ современного состояния развития технологий разработки бизнес моделей и промышленных технологий проектирования ПО. Тема дипломной работы «Построение модели основных бизнес процессов на предприятии», является, несомненно, актуальной, так как задача такого типа решается на любом предприятии. База данных позволит вести учет поставок, сбыта, ...
0 комментариев