РОССИЙСКИЙ ЗАОЧНЫЙ ИНСТИТУТ ТЕКСТИЛЬНОЙ И ЛЁГКОЙ ПРОМЫШЛЕННОСТИ
Кафедра текстильного колорирования и дизайна
КОНТРОЛЬНАЯ РАБОТА
По дисциплине: Промышленная экология полимерных плёночных материалов и искусственной кожи
Выполнила: Горшкова И.Н.
Факультет: ТХФ
Курс: 5
Проверила: Грибкова В.А.
Тверь 2008
Содержание
1. Рациональное использование водных ресурсов. Различные системы водопользования на промышленных предприятиях. Основные принципы создания замкнутых водооборотных и бессточных систем
2. Операция отлива в производстве обувного картона. Однослойный отлив. Применяемое оборудование. Виды картона, получаемые однослойным отливом. Особенности переработки отходов картона однослойного отлива
3. Характеристика отходов, образованных при различных методах производства обувной резины. Причины возникновения отходов резины. Регенерат подошвенный: свойства и марки
4. Природа образования и свойства тумана пластификаторов. Улавливание паров пластификаторов. Конденсационный метод. Применяемое оборудование. Электрофильтры
Список использованной литературы
1. Рациональное использование водных ресурсов. Различные системы водопользования на промышленных предприятиях. Основные принципы создания замкнутых водооборотных и бессточных систем
Вода занимает особое положение среди природных богатств Земли. Известный русский и советский геолог академик А. П. Карпинский говорил, что нет более драгоценного ископаемого, чем вода, без которой жизнь невозможна. Основой водных ресурсов России является речной сток, составляющий в среднем по водности года 4262 км3, из которых около 90% приходится на бассейны Северного Ледовитого и Тихого океанов. На бассейны Каспийского и Азовского морей, где проживает свыше 80% населения России и сосредоточен ее основной промышленный и сельскохозяйственный потенциал, приходится менее 8% общего объема речного стока. В настоящее время обеспеченность водой в расчете на одного человека в сутки в различных странах мира разная. В ряде стран с развитой экономикой назрела угроза недостатка воды. Дефицит пресной воды на земле растет в геометрической прогрессии. Однако существуют перспективные источники пресной воды – айсберги, рожденные ледниками Антарктиды и Гренландии. Без воды не может жить человек. Вода – один из важнейших факторов, определяющих размещение производительных сил, а очень часто и средство производства. Увеличение расходования воды промышленностью связано не только с ее быстрым развитием, но и с увеличением расхода воды на единицу продукции. Очистка бытовых сточных вод. Очистка сточных вод – это разрушение или удаление из них определенных веществ, а обеззараживание – удаление патогенных микроорганизмов. Канализация – комплекс инженерных сооружений и санитарных мероприятий, обеспечивающих сбор и удаление за пределы населенных мест и промышленных предприятий загрязненных сточных вод, их очистку, обезвреживание и обеззараживание. Через коммунальные системы канализации в поверхностные водные объекты ежегодно сбрасывается 13,3 млрд. м3 сточных вод, из которых на очистных сооружениях очищается до установленных нормативов 8% стоков, а 92% сбрасываются недостаточно очищенными и 18% - без всякой очистки.
В 1996 г. правительство РФ приняло постановление "О взимании платы за сброс сточных вод и загрязняющих веществ в системы канализации населенных пунктов". В постановлении рекомендуются определить расценки за сверхнормативный сброс сточных вод и загрязняющих веществ в системы канализации с учетом освоения абонентами средств на проведение мероприятий по уменьшению указанного сброса. В настоящее время наиболее широкое применение в нашей стране находит система канализации, предусматривающая устройство двух сетей трубопроводов: по производственно-бытовой сети хозяйственно-бытовые и промышленные сточные воды подаются на очистные сооружения, а по водостоку, как правило, без очистки, в ближайший водный объект отводятся дождевые и талые воды.
Очистка промышленных сточных вод
Механическая очистка сточных вод обеспечивает удаление взвешенных грубо- и мелкодисперсных (твердых и жидких) примесей. Грубодисперсные примеси обычно выделяют из сточных вод отстаиванием и флотацией, мелкодисперсные – фильтрованием, отстаиванием, электрохимической коагуляцией, флокуляцией Самым распространенным химическим методом очистки сточных вод является нейтрализация. Сточные воды многих производств содержат серную, соляную и азотную кислоты. Нейтрализация кислых стоков может производиться фильтрацией их через магнезит, доломит, любые известняки. Часто после химической очистки сточные воды подвергают биологической очистке. В ряде случаев при химической очистке можно извлекать ценные соединения и тем самым снижать производства. В настоящее время сточные воды часто доочищают для повторного использования в производственном водоснабжении. Это делают, когда в воде зафиксированы повышенное солесодержание, биологически неокисляемые органические вещества, канцерогенные соединения и др.
Метод очистки стоков выбирают в зависимости от конкретных остаточных загрязнений воды. Производственные сточные воды, содержащие токсические органические и минеральные вещества, все чаще обезвреживаются с помощью огневого метода. Под влиянием высокой температуры в процессе горения органического топлива токсические органические вещества окисляются и полностью сгорают, а минеральные частично выводятся в виде расплава, частично выносятся дымовыми газами в виде мелкой пыли и паров. Наиболее универсальны и эффективны циклонные печи (реакторы). Ученые из Лос-Аламосской национальной лаборатории (США) совместно с исследователями из Международного университета штата Флорида (Майами) и Университета Майами разрабатывают способ уничтожения вредных жидких отходов с использованием электронного ускорителя. В ходе экспериментальных исследований на заводе по обработке городских отходов в округе Дейд (штат Флорида) проводилось облучение тонкого слоя падающей загрязненной воды (при расходе 380 л/мин) с помощью сканирующего электронного луча. При этом разрушались такие опасные загрязняющие вещества, как бензол, трихлорэтилен и фенол.1 Бессточное производство. Темпы развития индустрии сегодня настолько высоки, что одноразовое использование для производственных нужд запасов пресной воды – недопустимая роскошь. Поэтому ученые заняты разработкой новых бессточных технологий, что практически полностью решит проблему защиты водоемов от загрязнения. . Однако разработка и внедрение безотходных технологий потребует определенного времени, до реального перехода всех производственных процессов на безотходную технологию еще далеко. Чтобы всемерно ускорить создание и внедрение в народнохозяйственную практику принципов и элементов безотходной технологии будущего, необходимо решить проблему замкнутого цикла водоснабжения промышленных предприятий.
На первых этапах надо внедрить технологию водообеспечения с минимальным потреблением свежей воды и сбросом, а также ускоренными темпами строить очистные сооружения. При строительстве новых предприятий на отстойники, аэраторы, фильтры уходит иногда четверть и более капиталовложений. Сооружать их, конечно, необходимо, но радикальный выход в коренном изменении системы водопользования. Надо перестать рассматривать реки и водоемы как мусоросборники и перевести промышленность на замкнутую технологию. При замкнутой технологии предприятие использованную и очищенную затем воду возвращает в оборот, а из внешних источников только пополняет потери. Во многих отраслях промышленности до недавних пор сточные воды не дифференцировались, объединялись в общий поток, локальные сооружения очистки с утилизацией отходов не строились. В настоящее время в ряде отраслей промышленности уже разработаны и частично реализованы замкнутые водооборотные схемы с локальной очисткой, что значительно снизит удельные нормы водопотребления. Мониторинг водных объектов. 14 марта 1997 г. правительство РФ утвердило "Положение о введении государственного мониторинга водных объектов". Федеральная служба по гидрометеорологии и мониторингу окружающей среды ведет наблюдение за загрязнением поверхностных вод суши. Санитарно-эпидемологическая служба РФ отвечает за санитарную охрану водоемов. Работает сеть санитарных лабораторий на предприятиях для изучения состава сточных вод и качества воды водоемов. Следует отметить, что традиционные методы наблюдений и контроля имеют один принципиальный недостаток – они не оперативны и, кроме того, характеризуют состав загрязнений объектов природной среды только в моменты отбора проб. О том, что происходит с водным объектом в периоды между отборами проб, можно только догадываться. К тому же лабораторные анализы занимают немалое время (включая и то, что требуется для доставки пробы с пункта наблюдения). Особенно эти методы неэффективны в экстремальных ситуациях, в случаях аварий. Несомненно, более действен контроль за качеством воды, осуществляемый с помощью автоматических приборов. Электрические датчики постоянно измеряют концентрации загрязнений, что способствует быстрому принятию решений в случае неблагоприятных воздействий на источники водоснабжения.2
2. Операция отлива в производстве обувного картона. Однослойный отлив. Применяемое оборудование. Виды картона, получаемые однослойным отливом. Особенности переработки отходов картона однослойного отлива
Технология производства
Картонная масса из чана с мешалкой, пройдя черпаки и песочник, вливается в узлоуловитель а — на медную, с продолговатыми щелями доску, получающую сотрясение в вертикальном направлении от вращающегося валика с кулачками; из узлоуловителя масса течет в резервуар с сетчатым барабаном; поверхность этого сетчатого, вращающегося цилиндра делается из латунной ткани, поддерживаемой латунными кольцами, насаженными помощью радиальных спиц на горизонтальный железный вал цилиндра. В кольцах по оси имеются в небольших промежутках выемки, в которые прикреплены продольные медные бруски для образования первой поверхности цилиндра с узкими длинными отверстиями. На эти бруски натягивается крупноячеистое металлическое полотно, служащее подкладкой для тонкой и более частой металлической ткани. С одного конца сетчатый цилиндр закрыт металлической сеткой, а с другого — открыт.
При постоянном притоке бумажной массы в резервуар происходит, соответственно величине цилиндра, разница в высоте уровня массы и точки вытекания воды из цилиндра; от давления, производимого этой разностью в высоте, масса стремится к сетчатому цилиндру и отлагается на сетчатой поверхности, а вода стекает внутрь цилиндра и отводится. Масса в резервуаре находится приблизительно на половине диаметра цилиндра; масса оседает на поверхности вращающегося барабана b вследствие присасывания и отлагается в форме тонкого сырого листа. Для устранения осаждения массы в резервуар в нём имеются мешалки с приводными шкивами.
Отложившийся на вращающемся цилиндре лист перемещается на вал c с бесконечным суконным полотном. Бесконечная бумажная лента на суконном полотне переходит на вал d, где она в виде сырого листа навертывается на барабан. Этот навивающий барабан медный, полый, на его поверхности есть две неглубокие продольные бороздки, назначение которых состоит в том, чтобы часть листа, находящаяся на них, не могла бы выжиматься и уплотняться надавливанием верхнего вала, а потому эти части листа легко разрываются руками рабочего. Когда на этот барабан накатывается лист папки требуемой толщины, тогда рабочий разрывает этот лист руками по длине барабана и выходит сырой лист — папки, или К. Для указания времени съема листов с барабана прикреплена к оси этого цилиндра планка, двигающаяся около другой, разделенной на части.
Снятые с барабана сырые листы К., партиями по 30 листов, проложенные железными листами, сжимаются в гидравлическом прессе. Толщина папочного листа обусловливается густотой массы, скоростью хода машины и количеством слоев, образующих лист. Формат листа в зависимости от поперечника вала или барабана d, который сменяют, причём длина постоянная, определяемая шириной полотна машины и шириной цилиндра b; ширина же листа зависит от диаметра барабана d и равна окружности этого вала.
К. сушится на воздухе или в сушильне; при сушке К. на воздухе летом, под навесом, его развешивают на веревках, укрепляя деревянными щипчиками, или К. раскладывают на рамах. Сушильни для К. состоят из больших камер, отапливаемых калориферами. К., высушенный на воздухе или в сушильнях, выходит в виде скоробившихся листов, а потому его выглаживают вальцеванием (сатинированием). Сатинировка К. заключается в пропуске между валами партий, положенных железными (или цинковыми) листами; К. пропускается несколько раз между валами, придавая валам попеременное движение взад и вперед. Папка выделывается длиной до 30 и более арш. и от 13 до 22 врш. шир.
Обувные картоны состоят из волокон, проклеенных водоупорными клеями. Волокна в картоне скрепляются между собой за счет проклейки и взаимного переплетения — свойлачивания.
В производстве обувных картонов используют кожевенные и растительные волокна. Исходным сырьем для получения кожевенных волокон служат стружка и вырубка кож хромового и комбинированного дубления, растительных волокон — древесная целлюлоза различных способов обработки, отходы и утильное сырье текстильных материалов из хлопка и льна.
Волокнистые материалы измельчают и подвергают размолу до появления у них способности к свойлачиванию. Затем следует их проклейка гидрофобными веществами. Вид проклейки зависит от волокнистого состава и назначения картона. Картоны на основе кожевенных волокон проклеивают обычно латексами (преимущественно ДВХБ-70), а в отдельных случаях поливинилацетатной эмульсией; кожевенно-целлюлозные картоны — битумно-канифольной дисперсией и, латексами; твердые картоны для геленков вырабатывают с применением канифольной проклейки. Проклеивание повышает прочностные показатели и водостойкость картона, однако при этом снижается гигроскопичность, что ухудшает гигиенические свойства материала. Поэтому количество проклеивающих веществ, вводимых в картон, строго регламентируется.
По назначению обувные картоны подразделяют на пять групп: для стелек, для задников, для простилок для геленков, для платформ.
Стелечные картоны представляют наиболее массовую по объему группу обувных картонов. К ним в соответствии с назначением предъявляют широкий комплекс требований в отношении плотности, прочности в сухом и влажном состояниях, намокаемости, сорбции и десорбции водяных паров, стабильности размеров при увлажнении и высушивании.
Стелечные картоны выпускают двух марок — С-1 и С-2. Картоны марки С-1 изготовляют однослойным отливом полностью из кожевенных волокон и с проклейкой из синтетических латексов, картоны марки С-2 — многослойным отливом из кожевенных и растительных волокон с проклейкой битумно-канифольной дисперсией и латексами.
Различие в волокнистом составе обеспечивает картонам марки С-1 более высокое качество по ряду показателей. При значительно большей Намокаемости они обладают большей устойчивостью к истиранию во влажном состоянии (1,5 и 2,5 мм/мин), сорбцией и десорбцией водяных паров. Картон марки С-1 однослойного отлива имеет более равномерные механические свойства по направлениям.
К группе стелечных относят ряд высококачественных картонов отечественного (СЦМ, корполон) и зарубежного производства (тексон).
СЦМ — стелечный целлюлозный материал, изготовляемый однослойным отливом из облагороженной целлюлозы сульфатной варки с латексной проклейкой. Материалу присуща высокая прочность на разрыв, которая почти вдвое превышает прочность картонов марок С-1 и С-2, по сопротивлению истиранию он превосходит картон марки С-2 и близок к картону марки С-1. Плотность СЦМ, его намокаемость и набухаемость значительно меньше, чем у картонов С-1 и С-2.
Корполон вырабатывается из разволокненного коллагена с проклейкой из синтетических латексов и акриловой эмульсии. Коллагеновые волокна получают из рыхлых периферийных участков и других отходов недубленого кожевенного сырья путем его интенсивной физико-химической и механической обработок. Корполон пригоден для изготовления стелек. Его прочность на разрыв находится на уровне прочности картона марки С-2, а по изгибостойкости он приближается к натуральной стелечной коже. Корполон обладает повышенной намокаемостью и сравнительно хорошими гигиеническими свойствами.
Тексон вырабатывают из облагороженной целлюлозы с проклейкой из синтетического латекса. Картон обладает весьма совершенной волокнистопористой структурой: тонкие и гибкие волокна с осажденным на них полимером обусловливают высокопористое строение материала и придают системе подвижность. С этим в основном связаны достоинства тексона как обувного картона. По плотности тексон приравнивается к СЦМ; он характеризуется высокой прочностью на разрыв, многократный изгиб и истирание, а по паропроницаемости, намокаемости и воздухопроницаемости близок к натуральной стелечной коже. Материал отличается исключительной стабильностью размеров при увлажнении, высушивании и нагреве. Тексон стоек к старению и действию бактерий.
Указанные достоинства, а также эластичность, хороший внешний вид обеспечили тексону широкое применение за рубежом в качестве материала для стелек, задников, подносков и других промежуточных деталей обуви. Появившись первоначально во Франции, тексон положил начало большой группе новых высококачественных картонов из облагороженной целлюлозы, близких к нему по структуре и свойствам; к их числу относятся СЦМ отечественного производства, дарекс США и Англии, виледон — ФРГ.
Картоны для задников должны обладать повышенной жесткостью, стойкостью и стабильностью размеров при увлажнении и высушивании. Их выпускают двух марок: 3-1 и 3-2. Первый из этих картонов изготовляют однослойным отливом из кожевенных волокон, второй — многослойным отливом из кожевенных волокон и сульфатной целлюлозы с проклейкой латексами и поливинилацетатной эмульсией. По плотности и прочностным, показателям во влажном состоянии они близки к картонам марок С-1 и С-2; их намокаемость меньше, чем стелечных картонов.
Из картонов для задников отечественного производства лучшими качественными показателями обладает кожматол, который вырабатывают из кожевенных волокон тонкого помола однослойным отливом с проклейкой латексом ДВХБ-70 и добавкой окисленного парафина. Этот картон обеспечивает жестким задникам хорошую износостойкость и формостойкость.
Простилочные картоны выпускают трех марок: П-1, П-2 и П-3. Картон марки П-1 вырабатывают из растительных волокон, а картоны марок П-2 и П-3 — из кожевенных волокон, картонных и других волокнистых отходов с органическими проклеивающими веществами: картоны марок П-1 и П-2 — однослойного отлива, а марки П-3 — многослойного. Простилочные картоны отличаются малой плотностью и мягкостью, особенно картон марки П-1.
Картоны для гелвнков (ГЛ) и платформ (ПЛ) вырабатывают многослойным отливом из растительных волокон с органическими проклеивающими веществами. Они характеризуются высокой плотностью, жесткостью и значительной толщиной (2—3 мм).
Для изготовления подносков используются: мофорин, термопластичный материал, эластичный материал.
Мофорин, применяемый для изготовления жестких подносков, вырабатывают путем двустороннего покрытия моче-виноформальдегидной смолой тканевой основы из бумазеи-корда.
Покрытие определяет специфические свойства мофорина, который размягчается при обработке слабым раствором хлористого аммония, что используется при формовании верха обуви. Материал неустойчив к нагреву и по этой причине непригоден для обуви горячей вулканизации и литьевой. Исключение органических растворителей из обувного производства позволяет применять мофориновые подноски в обуви с верхом из хромовых кож разных способов покрывного крашения. Его использование для верха текстильной обуви ограничивается ослабляющим воздействием содержащегося в покрытии свободного формальдегида на текстильные материалы, и особенно на их окраску.
Термопластичные материалы первоначально широко применялись для изготовления только задников, а в последующем — и для подносков.
Термопластичные материалы для задников отечественного производства выпускают преимущественно на основе нетканых материалов с пропиткой латексами и двусторонним покрытием эмульсией поливинилацетата. В качестве основы используют также ткани, а в качестве пленкообразующих веществ — поливинилхлорид, перхлорвиниловую смолу.
Термопластичные материалы для подносков изготовляют как на текстильной основе (с одно- и двусторонним покрытием из полиэтилена, полистирола, сополимера этилена с ви-нилацетатом), так и без основы. Безосновные (неармированные) термопластичные подноски выкраивают из листового плоского материала либо получают формованием из гранулированного полимера или сополимера (в частности, из сэвилена, представляющего собой сополимер этилена и винилацетата).
Задники и подноски из термопластичных материалов отличаются водостойкостью и хорошо сохраняют упругие свойства при носке обуви во влажных условиях.
Эластичные материалы для подносков вырабатывают преимущественно на тканевой и частично на волокнистой основе с легкой пропиткой латексами или с нанесением (с одной или двух сторон) тонкой пленки из поливинилацетат-ной эмульсии и метилполиамидной смолы ПФЭ.
Подноски из эластичных материалов применяют в текстильной, бесподкладочной и женской хромовой обуви с зауженным носком. Они имеют небольшую толщину и отличаются от подносков из других материалов гибкостью и эластичностью, что особенно важно для обуви с зауженным носком, так как улучшаются эксплуатационные свойства обуви. Кроме того, обувь с эластичными подносками имеет более изящный внешний вид.
Появились и новые материалы для изготовления подносков специальной обуви, например, пятислойный упрочненный стекловолокном полиамид-6 с содержанием волокон до 67%, который обладает прочностью на разрыв и на изгиб. Для материалов такого типа характерны способность к абсорбции энергии, неограниченный срок службы и хорошая рециркулируемость.
Специалистами Центрального научно-исследовательского института пленок и искусственных кож разработан комплект материалов для изготовления рабочей и армейской обуви, использование которых обеспечивает ее высокую долговечность, механический и гигиенический комфорт при работе в тяжелых условиях, при снижении стоимости примерно в 1,5 раза. В комплект входит искусственная кожа марки "АРКОН" трех толщин — для союзочной части, берец высоких ботинок и голенищ сапог. Уникальные прочностные и эластопластические свойства данному материалу придает принципиально новая основа из хлопковых и капроновых волокон. Он прекрасно затягивается на колодку, приформовывается к стопе, исключительно стоек к раздиранию и многократному изгибу. Материал для основной стельки марки "ОСКАР" предлагается взамен дублеров из натуральной кожи и кожкартона при гвоздевом способе крепления подошвы, не уступая им по прочности удержания гвоздя. "СТИЛЕН" — нетканый материал для вкладной стельки изготавливается из льняных волокон, что обеспечивает оптимальную жесткость, высокую влагоемкость и антисептические свойства. Вкладные стельки из "СТИЛЕН" выдерживают многократное намокание и сушку без существенного изменения свойств, а благодаря низкой теплопроводности защищают стопу от неблагоприятного температурного воздействия. Все материалы и изготовленная из них обувь успешно прошли испытания.3
Переработка отходов
Разделение макулатуры на 12 марок преследовало цель ее более рационального использования. При обосновании состава марок макулатуры учитывались вид продукции (бумага или картон), цвет (белый или небелый), состав по волокну (целлюлоза, древесная масса), скорость роспуска в воде и др. факторы. Каждый вид бумаги или картона может содержать в составе своей композиции следующие первичные материалы – целлюлозу, древесную массу, накопитель (чаще всего каолин) и клей. При производстве бумаги и картона большое значение имеют как ограничение (степень белизны) и прочностные свойства волокнистой массы, так и скорость ее обезвоживания при отливе бумаги и картона. Последний показатель характеризуется степенью помола массы, которая зависит от композиционного состава картонно-бумажной продукции. Наибольшими прочностными свойствами обладает целлюлоза. Видов целлюлозы достаточно много (хвойная, лиственная, беленая, небеленая и т.д.). Таким образом, композиционный состав бумаги и картона определяет направление их вторичного использования. Далеко не каждая марка макулатуры может использоваться для выработки определенного вида бумаги, картона или другой продукции. Так, например, для выработки бугорчатых прокладок для яиц крайне ограничено использование книжно-журнальной макулатуры и в основном используется газетная макулатура. За рубежом количество марок макулатуры достигает нескольких десятков. Во всем мире признано, что наиболее эффективным путем переработки картонно-бумажных отходов является их использование в производстве тароупаковочных видов бумаги и картона, санитарно-гигиенической бумаги, в производстве мягких кровельных материалов (рубероид, пергамин), в производстве бугорчатых прокладок.
Кроме того, макулатура используется в производстве волокнистых плит и теплоизоляционных материалов. В России макулатура используется в производстве около 70 видов бумаги и картона. Основная часть макулатуры (до 75%) используется для производства туалетной бумаги и картона (коробочного, тарного, гофрокартона). До 20% макулатуры используется в производстве кровельных материалов. На территории России имеются 27 предприятий использующих макулатуру для производства бумаги и картона и 14 предприятий используют макулатуру в производстве кровельных материалов. Наиболее крупными потребителями макулатуры в России являются:
Санкт-Петербургский КБК (до 18%).
Набережно-Челнинский КБК (10,4%).
Алексинская КФ (12,1%).
Ступинская КФ (9,8%).
Балахнинский ЦКК (5,5%).
Суоярвская КФ (4,2%)
Объем образования отходов картонно-бумажной упаковки оценивается в 1,0-1,2 млн. т, а объем использования - около 500 тыс. т. Общий объем использования макулатуры в 2000 году оценивается в 1 млн. т. Таким образом, уровень использования макулатуры от общего объема производства картонно-бумажной продукции составляет 19%. Предприятия по производству картона и бумаги, а также мягких кровельных материалов являются многотоннажными и все они используют мокрую технологию производства. Эти предприятия потребляют основную часть макулатуры (до 90%). Макулатура является заменителем таких видов первичного сырья и полуфабрикатов как целлюлоза, древесная масса, бумажная масса. Переработка макулатуры для использования в производстве бумаги и картона осуществляется по мокрой технологии и включает следующие операции: роспуск макулатуры; очистку макулатурной массы от посторонних примесей; дороспуск макулатурной массы; тонкую очистку макулатурной массы. Роспуск макулатуры на волокна осуществляется в водной среде в гидроразбивателях при концентрации 4-6%. Под действием гидромеханических усилий происходит процесс измельчения макулатуры на кусочки и разделение на волокна. Гидроразбиватели оснащены ситом с отверстиями (10-12 мм). Готовая суспензия макулатурной массы проходит через отверстия сита и поступает на следующую операцию. В гидроразбивателях происходит и отделение грубых включений из макулатуры – тяжелые удаляются из специального грязесборника, а легкие – в виде текстиля, и полимерных пленок удаляются либо в виде жгута постоянно, либо периодически. Макулатурная масса после гидроразбивателя содержит как волокна, так и нераспустившиеся кусочки макулатуры. Далее макулатурная масса очищается от тяжелых и легких примесей. Очистка от тяжелых примесей – песка, стекла, скрепок и т.д. осуществляется в очистителях макулатуры, представляющих из себя циклон. Тяжелые примеси осаждаются в грязесборнике и периодически удаляются. Легкие примеси в виде полимерных пленок и кусочков макулатуры удаляются на вибросортировках с отверстием щелевого типа. Прошедшая сито макулатурная масса направляется на дальнейшую перегруппировку. Для снижения потерь макулатурной массы во всех типах очистительного оборудования, как правило, подается вода. Очищенная макулатурная масса, содержащая как растительные волокна, так и пучки волокон и кусочки макулатуры проходит стадию дороспуска на специальном оборудовании - энтиштиперах различной конструкции типа конических или дисковых мельниц. Необходимым условием нормальной работы энтштиперов является тщательная предварительная очистка массы от тяжелых и легких примесей. Статор и ротор энтштинера оснащены специальной размалывающей гарнитурой, зазор между которыми составляет 0,5-2 мм. В результате турбулентных пульсации и трения массы внутри потока происходит разделение кусочков макулатуры и пучков волокон на отдельные волокна. Дороспуск макулатурной массы осуществляется на различного вида центробежных сортировках, сортировках давления с круглыми или щелевыми отверстиями. Отличительными особенностями конструкции центробежных сортировок является неподвижно расположенное в корпусе цилиндрическое сито, внутри которого вращается лопастной ротор. Несортированная масса подается в центральную часть сортировки, где она подхватывается лопастями ротора и отбрасывается на внутреннюю поверхность сита. Прошедшие через сито волокна направляются на дальнейшую переработку. Неразволокненные пучки волокон и примеси продвигаются вперед и отводятся через потрубок для удаления отходов. Сортировки в зависимости от конструкции и назначения работают как при низкой (0,2 до 1,5%), так и при средней (до 2-3%) и высокой (4-5%) концентрации массы. Для окончательной очистки макулатурной массы как от узелков и мелких точечных вкраплений широко применяются вихревые конические очистители, которые как правило, устанавливаются в три ступени. Оптимальная концентрация массы для эффективной очистки составляет 0,5%. Одним из способов сортирования макулатурной массы с целью ее более рационального использования является фракционирование. Целью последнего является отделение длинноволокнистой фракции макулатурной массы. Как правило длинноволокнистая фракция обогащена волокнами хвойной целлюлозы, имеющих большую длину, чем волокна древесной массы. Многие виды картона и бумаги имеют сложный состав, включающий битум, воск, парафин, клей и другие вещества. Указанные вещества при переработке макулатуры загрязняют оборудование, забивают сетки и сукна бумагоделательных и картоноделательных машин, налипают на поверхность сушильных цилиндров и т.д. Такая макулатура подвергается термомеханической обработке, которая осуществляется после очистки макулатурной массы при концентрации 25-35%. Целью термомеханической обработки является диспергирование примесей до размеров, при которых их отрицательное действие на процесс дальнейшей переработки не сказывается. Существует два способа термомеханической обработки – холодный и горячий. При холодном способе диспергирование проводится при атмосферном давлении и температуре до 95°С, а при горячем – при повышенном давлении до 0,3-0,5 МПа и температуре 130-150°С. В зависимости от качества макулатуры и вида производимой картоно-бумажной продукции некоторые из указанных операций на практике могут быть исключены. Мокрая технология переработки макулатуры характеризуется высокой энергоемкостью производства и высоким удельным расходом воды (до нескольких десятков метров кубических на тонну продукции), а также большим объемом сточных вод. Мощность указанных предприятий составляет от нескольких десятков тысяч тонн до 200 тысяч тонн в год. Существующие в России мощности по многотоннажной переработке макулатуры пока не задействованы полностью. Основная их часть введена в эксплуатацию до 1990 года. В 1990 году предприятия России использовали 1.6 млн. т макулатуры в год, а в 2000 году объем использования макулатуры оценивается в 1 млн. т. Следует отметить, что до 1990 года рост объемов использования макулатуры шел, в основном, по пути замещения первичных волокнистых материалов целлюлозы и, главным образом, древесной массы. В результате сложилось положение, когда использование макулатуры в композиции бумаги и картона достигло своего предела. Учитывая, что одним из основных направлений использования макулатуры (после картона) до 1990 года являлось производство оберточной бумаги, а объемы ее производства сегодня незначительны, указанное положение наступит в России в ближайшие годы. Дальнейший рост потребления макулатуры возможен путем использования нового перспективного оборудования (сортирующие гидроразбавители; оборудование для дороспуска, сортировки и фракционирования макулатурной массы, термодисперсионные установки и др.); технологий обесцвечивавания и удаления типографской краски и других примесей из макулатуры; новых проклеивающих материалов; новых перспективных технологий получения бумаги и картона; новых видов бумаги и картона, а также пересмотр требований к некоторым широко используемым видам бумаги и картона с целью увеличения использования в их композиции доли макулатуры; наращивания объемов использования макулатуры в композиции писче-печатных видов бумаги, в первую очередь в композиции газетной бумаги. Исходя из сложившегося положения сегодня многотоннажные производства потребляют полностью высококачественные картонно-бумажные отходы и значительную часть отходов среднего качества. В ближайшие годы следует ожидать дефицит сортированных видов макулатуры первых шести марок. Эти марки макулатуры будут иметь высокую коммерческую цену. Практически во всех регионах России невостребованной остается низкосортная и смешанная макулатура, которая может быть переработана на малотоннажных установках. В числе малотоннажных технологий, широко рекламируемых сегодня, следует отметить производство теплоизоляционного материала типа "Эковата"; бугорчатых прокладок и формованных изделий; волокнистых плит, туалетной бумаги, полимерно-бумажных плит, теплоизоляционных плит.4
3. Характеристика отходов, образованных при различных методах производства обувной резины. Причины возникновения отходов резины. Регенерат подошвенный: свойства и марки
Разработана экономически эффективная технология переработки в полезные изделия различных видов отходов резины путем значительного (до 70%) наполнения ими отходов пластмасс, используемыми в качестве связующего вещества.
Технология резинонаполненных пластмасс (РНП) и производства изделий на их основеСфера применения: строительство и области использования резинотехнических изделий.
РНП - композиционные строительные материалы на основе отходов резиновой крошки и полимеров, способные заменить дорогостоящие бетонные изделия для мощения площадок и пешеходных зон, особенно там, где требуется защита от радиации и воздействия воды, соли, бензина, масел и образования льда.
Изделия из РНП могут найти широкое применение в качестве дорожных и напольных покрытий в гаражах, на остановках общественного транспорта, перронах, переездах, садовых участках, детских и спортивных площадках и в других сферах применения резинотехнических изделий, в которых физико-химические свойства РНП удовлетворительны.
Продукция
Путем переработки резиновой крошки и отходов пластмасс могут производиться - плита дорожная и тротуарная, другие изделия сложной трехмерной формы с высокой атмосферо- и износостойкостью, стойкостью к реагентам (вода, соль, бензин, масла), рулонный гидроизоляционный материал, "гибкая" кровля.
Требуемое сырье и материалы
Исходным материалом для получения РНП служат отходы резины (крошка изношенных шин), а в качестве полимерного связующего применяются термопласты (полиэтилен, полипропилен) и их отходы.
Требования к производственному помещению:
Линии для выпуска изделий из РНП в объеме 1800 т/год или 57000 м2/год тротуарной плитки:
a. помещение категории Д, t0=16-18°C, W=60%
b. площадь 650-800 м2
c. полезная высота 12 м
d. установленная мощность =300 кВт.ч.
Краткое описание:
Проведенные исследования, а также отработка технологий в опытном производстве позволили разработать экономически эффективные методы супернаполнения полимеров, основанные на управлении адгезионной активностью расплава полимеров и микрокапсулировании частиц наполнителя. Разработанные методы обеспечивают возможность создания композитов с широкой гаммой полезных потребительских свойств, используя универсальное дешевое сырье (отходы резины и пластика).
Производство изделий из РНП осуществляется прессованием или вальцеванием. Производство изделий из РНП состоит из следующих стадий:
a. подготовка резиновых отходов;
b. подготовка полимера;
c. получение композиций;
d. переработка композиций в изделия.
Комплектация производства осуществляется на базе стандартизированного оборудования по переработке пластмасс при незначительном объеме нестандартного оборудования.
Преимущества производимых РНП:
a. универсальность допускаемой сырьевой базы, проявляющаяся в возможности использовать в качестве наполнителя различные виды резиновых отходов без процесса регенерации, а также вторичные полимерные материалы (полимерные отходы);
b. высокая степень наполнения отходами резины (до 70% по массе);
c. технология переработки РНП позволяет получать готовые изделия сложной трехмерной формы;
d. изделия из РНП обладают экологической чистотой, практически нулевым водопоглащением. Изделия биологически стойки - не разрушаются бактериями, грибком, термитами, прекрасно поддаются механической обработке, стойки к вибрационным и статическим нагрузкам грузового транспорта.
e. изделия из РНП в 2,5 раза легче аналогичных изделий из бетона, характеризуются высокой мобильностью укладки и демонтажа;
f. освоение технологии РНП позволяет с минимальными дополнительными инвестициями организовать производство изделий из древесно- и минералонаполненных пластмасс с использованием как первичных пластмасс, так и их отходов и тем самым диверсифицировать производство и сделать его максимально независимым от конъюнктуры рынка. 5
Экономические характеристики типового проекта реализации технологии РНП
| Наименование показателя | Значение показателя |
| Типовая мощность | 1 800 т изделий в год при 3-х сменной работе |
| Количество перерабатываемых отходов Резина Пластмассы | 1 260 т/год 540 т/год |
| Окупаемость проекта | 2.25 - 3.0 года в зависимости от номенклатуры выпускаемых изделий, рынка сбыта и конъюнктуры |
РЕГЕНЕРАТ И РЕЗИНОВАЯ СМЕСЬ ДЛЯ ИЗГОТОВЛЕНИЯ ПОДОШВ НА ЕГО ОСНОВЕ:
Сущность изобретения: регенерат получают смешением компонентов в резиносмесителе при 130oC в течение 40 мин. Затем обрабатывают на вальцах при зазоре 0,15 - 0,20 мм. Регенерат имеет состав, мас.ч.: 100 крошки из отходов пористых резин, 25,7-28,5 нефтяного масла ПН-6, 11,4-15,2 стирольно-инденовой смолы, 4,6-6,5 нефтеполимерной смолы, 7,9-15,8 алкилфеноламинной смолы, модифицированной 20-70 мас.% таллового пека, имеющей молекулярную массу 740-1780 и температуру размягчения 75-90oC. Получают резиновую смесь смешением компонентов на валковом оборудовании, вулканизацию проводят в прессе при 165oC. Смесь имеет следующий состав, мас.ч.: каучук БС-45 АКН 27-28; СКИ-3 11-17; синтетические жирные кислоты 1,0-1,5; нефтяное масло 3,0-3,5; белая сажа 21,86-22,75; 2-бензтиазолилди-сульфид 1,0-1,1; окись цинка 2,2-2,5; фталевый ангидрид 0,4-0,5; сера 1,65-1,67; титановые белила 1,5-1,67; указанный регенера т 22,0-24,5, алкилфеноламинная смола, модифицированная 20-70 мас. %
таллового пека, имеющая молекулярную массу 740-1780 и температуру размягчения 75-90oC, 1,0-3,5.
Характеристика регенератора: прочность на разрыв 48-56 МПа, относительное удлинение 300-320, мягкость 2,9-3,5 мм, эластическое восстановление 1,7-2,0 мм, летучие 0,87-1,05%. Характеристика резиновой смеси с регенератом: условная прочность 7,8-10,0 МПа, относительное удлинение 55-60%, твердость 80-87 ед., прочность связи резины с кирзой пятислойной прорезиненной 5,8-6,2 кГс/см2, истираемость 495-575 см3/кВт.ч. 2 с.п.ф-лы, 6 табл.
Известно использование АФАС, модифицированной талловым пеком в количестве 10 - 180 мас.ч. в рецептуре клея-расплава для увеличения прочности крепления кромочных пластин к древесине. В заявляемых технических решениях использование этой АФАС в иных количествах приводит в рецептуре регенерата к улучшению санитарно-гигиенических условий производства и увеличению прочности на разрыв регенерата, а в отношении резиновых смесей, совместно с регенератором Б, приводит к уменьшению истираемости и повышению твердости.
Алкилфениламинную смолу, модифицированную талловым пеком, получают следующим способом.
В реактор с рубашкой для обогрева с мешалкой загружают алкилфенол, полученный алкилированием фенола полимердистиллятом или тримерами пропилена, уротропин и талловый пек. Молярное соотношение алкилфенола и уротропина при этом должно составлять 1 : 0,15-0,3, содержание таллового пека - 20-70 мас.% от смеси введенных реагентов.
Реакционную смесь нагревают при 60-70oC в течение 2 часов до полного растворения уротропина, а затем температуру повышают до 170-200oC и выдерживают при этой температуре в течение 2-3 часов до получения продукта с температурой размягчения 70-90oC.
Модифицированную АФАС получают также соконденсацией готовой алкилфеноламинной смолы и таллового пека (содержание таллового пека в смеси должно составлять 20-70 мас.%). Для этого к нагретому до 100 - 120oC талловому пеку добавляют расчетное количество алкилфеноламинной смолы. Смесь перемешивают до полного растворения АФАС, затем повышает температуру реакционной массы до 170-200oC и выдерживают при этой температуре в течение 2-3 часов до получения продукта с температурой размягчения 70-90oC. 6
4. Природа образования и свойства тумана пластификаторов. Улавливание паров пластификаторов. Конденсационный метод. Применяемое оборудование. Электрофильтры
Изобретение относится к вентиляционной технике, в частности к устройствам для очистки воздуха от жидких частиц субмикронного размера и молекулярной фазы, например, от паров и тумана пластификатора.
Наиболее близким по техническому решению и достигаемому эффекту является устройство для очистки воздуха от тумана пластификаторов, выполненное в виде трубы Вентури, в горловине которой установлены осадительные элементы в виде металлических трубок с острыми входными кромками, установленных вертикально и заземленных.
Недостатком прототипа является то, что при повышении температуры очищаемого газа происходит снижение коэффициента очистки, так как возрастает доля молекулярной фазы пластификатора, которая не улавливается в устройствах основанных на механическом отделении (за счет инерционного эффекта, градиентной и турбулентной коагуляции, а также электрофореза).
До температур порядка 60-70оС доля паровой фазы пластификаторов: ДБФ, ДОС, ДОФ в тумане этих веществ не превышает 8-10% от их общей массы. При более высоких температурах доля паровой фазы возрастает, а при температурах вентиляционных и технологических выбросов 170-180оС и выше паровая фаза значительно превышает жидкую.
Вследствие указанной причины эффективность очистки устройства, выбранного в качестве прототипа, становится крайне низкой, а при температуре более 200оС стремится к нулю из-за отсутствия жидкой фазы пластификатора в указанных выбросах. Это делает неэффективным использование прототипа в тех случаях, когда присутствует молекулярная фаза наряду с жидкой фазой в очищаемом воздухе.
Цель изобретения повышение эффективности очистки высокотемпературных выбросов (например, отходящих газов от желировочных камер) за счет конденсационного и термофоретического осаждения молекулярной фазы и частиц субмикронного размера пластификаторов.
Указанная цель достигается тем, что в известном устройстве, содержащем осадительные элементы в виде металлических трубок с острыми входными кромками, установленных в горловине трубы Вентури вертикально и заземленных, горловина трубы Вентури помещена в периферийный кожух, в который тангенциально подается охлаждая жидкость. При этом происходит отвод тепла от стенок трубок, возникает температурный градиент между внутренней поверхностью отдельной трубки и потоком очищаемого воздуха. На стенках трубок конденсируется паровая фаза пластификатора. Происходит охлаждение парогазовой смеси во всем объеме, вследствие чего пластификатор переходит из паровой (газообразной) фазы в жидкую (капельную) возникает мелкодисперсный туман. Капельная фаза тумана укрупняется и осаждается за счет турбулентной и градиентной коагуляции, а также вследствие термофореза, обусловленного градиентом температур между внутренней поверхностью стенки осадительной трубки и загрязненным пластификатором воздухом.
Сопоставительный анализ с прототипом показывает, что предлагаемое устройство отличается тем, что горловина трубы Вентури с осадительными элементами заключена в периферийный кожух, в котором размещены патрубки подвода и отвода охлаждающей жидкости.
Таким образом, предлагаемое устройство соответствует критерию "новизна".
Сравнение предлагаемого решения с другими техническими решениями показывает, что данное устройство имеет более высокий коэффициент очистки вентвыбросов, содержащих пары и туман пластификаторов, и позволяет использовать тепло очищаемого воздуха.
Электрофильтры - это высоковольтное электротехническое оборудование, в которых используется коронный разряд для зарядки взвешенных в газе частиц и их улавливания в электрическом поле. Для этого электрофильтры питаются от повысительно-выпрямительных агрегатов с номинальным выпрямленным напряжением 80кВ, 110кВ и 150кВ.
Электрические фильтры предназначены для высокоэффективной очистки технологических газов и аспирационного воздуха от твердых или жидких частиц, выделяющихся при технологических процессах в различных отраслях промышленности. Электрические фильтры применяют в энергетике, черной и цветной металлургии, промышленности строительных материалов, химической промышленности и др.
Основные преимущества очистки газов электрофильтрами следующие:
· электрофильтры имеют широкий диапазон производительности - от сотен до миллионов м3/ч
· электрофильтры обеспечивают высокую степень очистки газов - до 99,95 %
· электрические фильтры имеют низкое гидравлическое сопротивление - 0,2 кПа
· Электрические фильтры могут улавливать твердые и жидкие частицы размером от 0,01 мкм (вирусы, табачный дым) до десятков мкм.
В зависимости от вида улавливаемых частиц и способа их удаления с электродов, электрофильтры подразделяются на сухие и мокрые. В сухих электрических фильтрах для очистки поверхности электродов от пыли, используются механизмы встряхивания ударно-молоткового типа. Пыль из сборных бункеров выводится в сухом виде или в виде шлама.
В мокрых электрофильтрах уловленный продукт с поверхности электродов, смывается жидкостью или стекает самотеком, а из бункеров удаляется в виде жидкости или шлама.
В зависимости от направления движения газа электрические фильтры делятся на горизонтальные и вертикальные. Сухие вертикальные электрофильтры обычно используются при дефиците производственной площади.
В районах с умеренным климатом электротехническое оборудование размещают, как правило, на открытом воздухе, в суровых климатических условиях - в отапливаемых помещениях. Для устранения конденсации влаги на внутренних частях корпус электрофильтра теплоизолирован.
Корпуса электрофильтров рассчитаны на применение в районах с определенной сейсмичностью, которая указывается в характеристике аппаратов. Для районов с повышенной сейсмичностью необходима разработка специальных корпусов.
Высокое напряжение к электрофильтрам подводится специальным кабелем при расположении агрегатов питания в закрытых подстанциях или шинами при установке агрегатов на крышке электрофильтров.
За последние 10 лет проведены значительные усовершенствования электрофильтров:
· разработаны и внедрены новые интенсивные игольчатые коронируюшие электроды типа СФ различной модификации для улавливания невысокоомных и высокоомных пылей
· разработаны и внедрены осадительные элементы типа ЭКО МК 4x160 повышенной точности изготовления, что позволило создавать аппараты с высотой электродов до 18 метров, а также существенно повысить степень очистки за счет улучшения центровки электродных систем
· разработано и внедрено на базе малогабаритных, надежных приводов устройство встряхивания электродов с использованием частотного преобразователя для регулирования частоты и периодичности встряхивания в широком диапазоне;
· разработан и внедрен микропроцессорный регулятор БУЭФ для агрегатов питания электрофильтров с различными программами управления, позволяющими эффективно регулировать напряжение при улавливании пыли с различными свойствами. Наличие линии связи позволяет подключить БУЭФ к современным комплексам АСУТП для управления технологическим процессом.
· разработана и внедрена в практику конструирования аппаратов с горизонтальным ходом газа компоновка механического оборудования в корпусе аппарата с верхним встряхиванием коронирующих электродов, что позволило значительно уменьшить межпольные промежутки, увеличить активное время пребывания газа и повысить степень очистки газа в заданном корпусе.
Впервые в отечественной практике очистки газов разработан комбинированный аппарат типа ЭФ- РФ, представляющий собой последовательное соединение электрофильтра и рукавного фильтра. В таком аппарате можно очищать газ до 20 мг/нм3 при входной запыленности 150 г/м3 и более. Причем на степень очистки газа здесь не влияет величина удельного электрического сопротивления пыли, т.е. не требуется традиционная подготовка газа при улавливании высокоомной пыли. Большинство этих технических решений являются оригинальными и запатентованы.7
Список использованной литературы:
1. Ю. В. Новиков "Экология, окружающая среда и человек" - Москва 1998г.
2. И. Р. Голубев, Ю. В. Новиков "Окружающая среда и ее охрана".
3. Справочник по искусственным кожам и плёночным материалам. - М. : Легкопромбытиздат, 1987.
4. Вторичное использование полимерных материалов / Под ред. Любешкиной Е. Г. – М.: Химия , 1985.
5. Шеин В.С., Шутилин Ю.Ф., Гриб А.П. Основные процессы резинового производства. – Л.: Химия , 1988.
6. Зозуля В.Ю. Продвигаем экологические технологии // Экономист.
7. Берлин А.А. Современные полимерные композиционные материалы
(ПМК) // Соросовский Образовательный Журнал. 1995. № 1. С.
Похожие работы
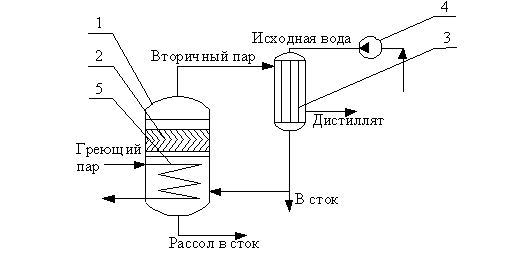
... безопасности. Для этого необходимо выделить всё оборудование и технологии, задействованные в проекте и определить все связанные с ними опасные и вредные производственные факторы. Адиабатная установка термического обессоливания включает в себя следующее оборудование: - камеры испарения со встроенными поверхностными конденсаторами; - конденсаторы; - циркуляционные, конденсатные и вакуумные ...
0 комментариев