На правах рукописи
Сербиновскнй Михаил Юрьевич
НАУЧНЫЕ ОСНОВЫ ТЕХНОЛОГИИ И ОБОРУДОВАНИЯ
ГРАНУЛИРОВАНИЯ АКТИВНЫХ МАСС И ФОРМОВАНИЯ
ПОЛОЖИТЕЛЬНЫХ ЭЛЕКТРОДОВ ЛИТИЕВЫХ
ИСТОЧНИКОВ ТОКА
«Электрохимия»
Автореферат
диссертации на соискание ученой степени
доктора технических наук
Новочеркасск – 2002
Работа выполнена в Южно-Российском государственном техническом университете (Новочеркасском политехническом институте) и Государственном унитарном предприятии Особое конструкторско-технологическое бюро «Орион».
Научный консультант: доктор технических наук, профессор Кукоз Ф.И.
Официальные оппоненты: доктор химических наук, профессор Кедринский И.М. -А., доктор технических наук, профессор Гасанов Б.Г., доктор химических наук, профессор Попова С.С.
Общая характеристика работы
Актуальность работы. Литиевые источники тока (ЛИТ) за последние 30 лет прошли путь от поисковых исследований, разработки и выпуска первых образцов, до серийного производства широкой номенклатуры источников тока. Уникальные эксплуатационные характеристики и, в первую очередь высокие удельные энергетические, позволили ЛИТ в короткий срок завоевать значительную часть рынка автономных источников электропитания. Если начало эксплуатации этих источников тока было связано с военной и космической техникой, то сейчас они широко используются в бытовой и промышленной радиотехнике и электронике, вычислительной технике, медицинской аппаратуре и т.д. Развитие передовых отраслей техники стимулирует разработку именно ЛИТ, т.к часто оказывается, что только эти источники позволяют создать компактные изделия, работающие длительное время в широком диапазоне температур. Важным условием дальнейшего расширения рынка является дешевизна ЛИТ и стабильность их характеристик. Это напрямую связано с пригодностью к серийному и массовому производству внедряемых технологий, эффективностью используемых технологических процессов и оборудования. Между тем работы в области эффективных технологий и создания специального технологического оборудования для серийного производства ЛИТ существенно отстают от достижений в разработке самих источников. Основные научные достижения последних лет в области ЛИТ связаны с разработкой новых электрохимических систем, электродных материалов и электролитов. В меньшей степени внимание ученых привлекает совершенствование ЛИТ, освоенных промышленностью. Еще меньше научно-исследовательских работ посвящено технологиям и оборудованию производства ЛИТ, хотя высокий уровень именно этих двух составляющих позволяет обеспечить стабильно высокое качество выпускаемой продукции и высокую эффективность производства.
Повышение эффективности стало чрезвычайно важной и актуальной проблемой производства ЛИТ. Решение этой проблемы связано с разработкой высокоэффективных технологий и высокопроизводительного оборудования, позволяющих выпускать изделия с заданными свойствами, высокого качества и надежности. Прогресс в этом направлении сдерживается явно недостаточным объемом исследований процессов, используемых в промышленной технологии ЛИТ. Не исследовано влияние режимов технологических процессов на качество электродов и свойства активных масс. Фактически отсутствуют работы, в которых рассмотрена связь параметров процесса формования электродов и их электрических характеристик. Самостоятельной проблемой является то, что не изучены закономерности влияния параметров технологического оборудования на эксплуатационные характеристики электродов. Исследования практически не затрагивают вопросы синтеза специального технологического оборудования с учетом влияния его параметров на эксплуатационные характеристики электродов. В полной мере эти утверждения относятся к производству положительных электродов, хотя в большинстве случаев именно характеристики положительных электродов определяют удельные электрические характеристики ЛИТ. Технологические процессы изготовления катодов сложны, трудоемки и энергоемки, поэтому от их интенсивности, эффективности и экологических показателей во многом зависят показатели всего производства ЛИТ. Несмотря на это, развитию теории процессов производства положительных электродов ЛИТ не уделяется должного внимания.
Обобщая вышеизложенное, можно утверждать, что актуально развитие теории процессов изготовления положительных электродов ЛИТ, исследование и разработка эффективных промышленных технологий и создание специального технологического оборудования для производства положительных электродов ЛИТ.
Целью работы является:
разработка теоретических основ процессов гранулирования активных масс и формования ленточных положительных электродов ЛИТ, создание на этой базе технологий и специального технологического оборудования, обеспечивающих высокое качество и воспроизводимость характеристик электродов при высокой эффективности их производства.
Достижение поставленной цели потребовало решения следующих задач:
исследование процессов сушки-гранулирования активных масс и формования положительных электродов ЛИТ, исследование электрических и физико-механических свойств гранулированных масс и сформованных электродов, установление закономерных связей параметров процессов и технологического оборудования с характеристиками электродов и показателями эффективности процессов;
разработка теории процессов сушки-гранулирования активных масс и формования ленточных электродов, в том числе, математического описания процесса формования электродов, формулирование принципов: а) построения совмещенного процесса сушки-гранулирования активных масс, б) выбора схем формования электродов, в) разработки технологического оборудования;
создание эффективных технологий гранулирования активных масс и формования ленточных электродов, разработка новых способов гранулирования и формования, а также способов управления этими процессами; определение оптимальных параметров процессов сушки-гранулирования и формования, а также параметров технологического оборудования, обеспечивающих требуемые электрические и физико-механические характеристики электродов;
создание специального технологического оборудования для сушки и гранулирования активных масс и формования электродов, обеспечивающего высокие стабильные характеристики электродов, высокую производительность, малые потери активных масс и технологические затраты, а также улучшающего экологические показатели производства.
Научная новизна диссертационной работы включает следующее:
1. Разработаны теоретические основы совмещенного процесса сушки и гранулирования активных масс, установлены качественные и количественные закономерные связи параметров этих процессов с электрическими характеристиками электродов, физико-механическими свойствами активных масс и электродных лент, на основании которых:
- разработан новый способ сушки-гранулирования, основанный на использовании для формования гранул усадки масс и склонности к образованию трещин во время сушки;
сформулированы принципы построения процесса сушки-гранулирования и выбора оптимальных комбинаций гранулирующих и сушильных устройств, условий и режимов процесса сушки и гранулирования;
предложен метод интенсификации процесса обезвоживания, заключающийся в последовательном использовании разных способов обезвоживания, определены условия перехода от одного способа обезвоживания к другому, связанные с влажностью массы и прочностью гранул.
2. Разработана теория формования ленточных электродов химических источников тока:
установлены закономерности влияния параметров процесса формования и технологического оборудования на электрические и физико-механические характеристики электродных лент;
определены условия устойчивости процесса формования ленточных электродов;
разработано математическое описание процесса непрерывного формования ленточных электродов из активных масс, пропитанных органической жидкостью, водных и водно-спиртовых паст, предложен и математически описан новый способ управления процессом формования электродных лент, предусматривающий компенсацию опережения и отставания лент с учетом усадки лент;
предложен алгоритм оптимизации параметров процесса формования ленточных электродов и соответствующего технологического оборудования, математический аппарат для технологических и конструкторских расчетов;
определены границы применимости процесса экструдирования в технологии положительных электродов ЛИТ, доказано, что принудительная подача массы в формующие валки позволяет повысить плотность электродов на основе твердых деполяризаторов и, соответственно, их удельную емкость, а также снять ограничение по скорости формования лент (критерий co/D), тем самым повысить производительность оборудования.
3. Сформулированы принципы разработки специального технологического оборудования для сушки и гранулирования активных масс и формования ленточных электродов, которые легли в основу оригинальных технологических установок, установлены интервалы параметров оборудования, обеспечивающих устойчивое получение гранул заданных размеров и формование электродов с высокими эксплуатационными характеристиками; даны рекомендации по выбору рациональных схем и оптимальных параметров этих установок.
Практическая ценность заключается в том, что разработаны непрерывные механизированные технологии сушки-гранулирования активных масс и формования угольных, диоксидно - марганцевых и оксидно - медных электродов с высокими эксплуатационными характеристиками, характеризующиеся высокой производительностью, стабильностью и низкими потерями электродных материалов;
существенно снижены дисперсии удельной емкости, толщины и плотности электродов;
разработаны рекомендации по выбору вариантов технологии сушки- гранулирования активных масс и формования электродных лент, состава и параметров соответствующего оборудования, получены уравнения для расчета параметров этих процессов по заданным характеристикам электродов;
разработаны новые способы сушки-гранулирования угольных активных масс и активных масс на основе твердых деполяризаторов, даны рекомендации по выбору параметров этого процесса и размеров гранул;
повышена эффективность процесса обезвоживания гранул активных масс;
разработаны новые способы формования электродных лент, предложены новый способ управления процессом формования и его математическое описание, позволяющее учитывать опережение, отставание и усадку лент активной массы в межвалковом пространстве;
разработан алгоритм расчета оптимальных параметров процесса формования ленточных положительных электродов и параметров прокатного оборудования, определены оптимальные значения этих параметров;
разработаны оборудования, составы композиций и технология их электроосаждения;
разработаны новые устройства подачи гранул в формующие валки и устройств формования электродов, реализующих предложенные технологии;
получен новый фактический материал о физических и технологических характеристиках активных масс и угольных, диоксидномарганцевых и оксидно-медных электродов литиевых источников тока, о процессах сушки и гранулирования активных масс, а также о процессе формования ленточных электродов;
созданы и переданы в опытное производство макетные образцы оборудования для гранулирования активных масс и формования ленточных электродов.
Техническая новизна работы состоит в совершенствовании и повышении эффективности технологии изготовления положительных электродов ЛИТ и устройств для реализации этой технологии. Новизна разработанных решений и авторский приоритет подтверждены 38 авторскими свидетельствами и патентами на изобретения.
На защиту выносятся:
полученные закономерности, разработанные теоретические положения и математическое описание процесса непрерывного формования ленточных электродов, позволяющие рассчитывать и оптимизировать параметры процесса формования электродов и параметры технологического оборудования, управлять процессом формования ленточных электродов; алгоритмы расчета оптимальных параметров процесса формования ленточных электродов и параметров технологического оборудования;
разработанные теоретические положения совмещенного процесса сушки-гранулирования активных масс, принципы построения процесса сушки-гранулирования активных масс и выбора комбинаций гранулирующих и сушильных устройств, выбора технологических схем и режимов сушки с переменной температурой, предложенные технологические схемы сушки-гранулирования активных масс;
принципы разработки специального оборудования, конструкции установок; для сушки и гранулирования электродов, рекомендации по выбору оптимальных параметров, апробированные на созданном и эксплуатированном на производстве ЛИТ оборудовании;
новые способы активных масс и формования электродов;
рекомендации по выбору размеров гранул и рекомендованные параметры процессов сушки-гранулирования, оптимальные параметры процесса формования ленточных положительных электродов ЛИТ и параметры технологического оборудования;
конструкции и макетные образцы оборудования для гранулирования активных масс и формования ленточных положительных электродов ЛИТ, рекомендованные параметры оборудования для сушки-гранулирования и формования.
Личный вклад автора.
В диссертации обобщены результаты исследований за 1979-2001 годы, в которых автор принимал непосредственное участие. Автору принадлежит ведущая роль в выборе и формировании направлений исследований, разработке экспериментальных подходов и теоретическом обобщении полученных результатов. Автор является организатором лаборатории «Механизация и автоматизация производства химических источников тока», инициатором, участником и руководителем технологических и конструкторских разработок, проводившихся по наряд - заказам головных научно-исследовательских и проектно-конструкторских институтов по химическим источникам тока, выполнявшихся в рамках программ НИОКР АН СССР, Минвуза СССР и РФ, в которых являлся ответственным исполнителем, руководителем и непосредственным исполнителем, инициатором и участником апробации и внедрения.
Апробация и внедрение работы. Материалы диссертации доложены на 10 международных, всесоюзных и российских научных и научно-практических конференциях, на заседаниях технических советов ВНИИТ и Hi 111 «Квант» г. Москва, НИИХИТ и ОАО «Литий-элемент» г. Саратов, ОКТБ «Орион» г. Новочеркасск. Макетные образцы и технологические рекомендации были внедрены во ВНИИТ и НЛП «Квант», НИИХИТ и ОАО «Литий-элемент» и опытное производство ОКТБ «Орион» г. Новочеркасск. По результатам эксплуатации макетных образцов составлено техническое задание на разработку и изготовление серийного оборудования для формования
ОАО «Источники тока» г. Смоленск. «Электроды,» изготовленные по предложенным технологиям, прошли испытания НЛП «Квант», ОАО «Литий-элемент» и НКТБХИТ (г. Новочеркасск).
Публикации.
Теоретические положения диссертации, результаты исследований и разработок изложены в 88 работах, том числе в 2 монографиях, 48 печатных работах.
Структура работы
Диссертация состоит из введения, пяти глав, заключения, списка литературы и приложения. Общий объем диссертации 427 страницы машинописного текста, содержит 141 рисунок и 43 таблицы. Список литературы включает 528 наименований.
Список использованных в автореферате сокращений: AM - активная масса, УАМ, ДМАМ и ОМАМ - соответственно, активная масса угольных, диоксидномарганцевых и оксидномедных электродов; УЭЛ, ДМЭЛ и ОМЭЛ - соответственно, угольная, диоксидномарганцевая и оксидномедная электродная лента; УЭ, ДМЭ и ОМЭ - угольный, диоксидномарганцевый и оксидномедный электрод.
Содержание работыВо введении обоснованы актуальность, сформулированы цель и задачи исследований, изложены основные положения, выносимые на защиту, выделены научная новизна и практическая значимость полученных результатов, отмечена техническая новизна работы, описаны структура диссертации, апробация и внедрение результатов работы.
В первой главе проведен анализ состояния разработок ЛИТ, технологии и оборудования для изготовления положительных электродов, а также технологии и оборудования для изготовления лент и листов из металлических порошков, ленточных и рулонных композиционных материалов в машиностроении, химической и резино-технической промышленности. Предложены классификации, отражающие конструкцию ЛИТ и конструкцию их электродов, позволяющие проводить ориентированный выбор способов их изготовления, а также классификации способов и устройств для изготовления электродов. Показано, что в большей части конструкций ЛИТ используются тонкие электроды в виде лент, пластин и дисков. Часто изготовлению пластин и дисков предшествует изготовление электродных лент. Пластины получают резкой полученных лент на карточки, а дисковые электроды - вырубкой из лент. Проанализированы составы активных масс положительных электродов. Активные массы УЭ ЛИТ с жидкими деполяризаторами содержат пористый углеродный материал, чаще различные сажи, реже их смеси с графитом или графит.
Содержание связующего в УАМ обычно колеблется в пределах 5... 20%. Активные массы электродов с твердыми деполяризаторами в большинстве случаев состоят из порошка активного материала, токопроводящей добавки (чаще углеродного материала) в количестве 8...10% и связующего в количестве 5...10%. В качестве связующего в основном используют фторопласты, которые вводят в виде суспензий или порошков. Выбор фторопластов связан с их высокой стойкостью в электролитах, однако, массы с фторопластовым связующим значительно сложнее перерабатывать, чем массы с термопластичными или водорастворимыми связующими.
Сформулированы требования к положительным электродам в виде тонких лент, пластин и дисков. Показано, что, наряду с заданной плотностью, пористостью и достаточно высокой электропроводностью, ленточные положительные электроды рулонных ЛИТ должны обладать высокой механической прочностью в сочетании с гибкостью и эластичностью.
Проведен аналитический обзор технологий изготовления положительных электродов химических источников тока (ХИТ), а также аналогичных композиционных ленточных и рулонных материалов, сделан обзор соответствующего оборудования. Предложены классификации способов и устройств для изготовления электродов, описаны их достоинства, недостатки и даны рекомендации по применению. Показано, что формование прокаткой - наиболее предпочтительный способ изготовления электродных лент толщиной более 0,3...0,4 мм. Прокатка высокопроизводительна, позволяет легко регулировать толщину получаемых электродов, не требует дорогостоящих прессформ и матриц. Предпочтительным вариантом этого способа является формование лент активной массы (AM) с последующей накаткой их на токоотвод. Такой вариант исключает брак электродов, связанный с выходом сетки токоотвода на поверхность электрода, неравномерностью распределения массы относительно токоотвода, большой деформацией и разрывами токоотвода в процессе формования. Показано положительное влияние гранулирования активных масс на технологические свойства AM. Проведен анализ способов гранулирования материалов и оборудования для их реализации. Сформулированы требования к оборудованию для производства положительных электродов ЛИТ.
Анализ современного состояния производства ЛИТ показал, что эффективность используемых технологий и оборудования мала. Внедряются технологии, рассчитанные на единичное производство с большой долей ручного труда. Реальное повышение эффективности производства ЛИТ сдерживается отсутствием исследований и разработок промышленно пригодных технологий, в основе которых лежат непрерывные технологические процессы. Не оптимизированы режимы технологических процессов и параметры используемого оборудования. В первую очередь, это относится к технологии изготовления положительных электродов ЛИТ, в том числе угольных, диоксидномарганцевых и оксидномедных электродов (УЭ, ДМЭ и ОМЭ). Уделяя достаточное внимание изучению свойств AM и поведению электродов в источнике тока, исследователи мало обращают внимание или вовсе не рассматривают вопросы влияния параметров технологических процессов и оборудования на эксплуатационные характеристики электродов. Не рассматриваются вопросы воспроизводимости характеристик электродов. Без решения этих проблем невозможно наладить эффективное производство. В связи с этим сформулированы задачи исследования, решение которых необходимо для достижения поставленной в диссертации цели.
Во второй главе описаны результаты комплексных исследований процессов сушки и гранулирования угольной, диоксидномарганцевой и оксидномедной активных масс (УАМ, ДМАМ и ОМАМ).
Сухая УАМ содержала технический углерод (чаще сажу ПМЭ-ЮОВ) и фторопластовое связующее - суспензию Ф-4Д в количестве 8...10% (по сухому веществу). ДМАМ содержала: порошок MnO (84...85%), технический углерод (9...10%) и Ф-4Д (5...6%). Состав ОМАМ: технический углерод (5...10%), Ф-4Д (5...10%), порошок СиО (85...87%).
После смешения компонентов AM представляет собой пасту высокой влажности. Поэтому при получении гранул AM неизбежна операция обезвоживания. Сушка на поддонах и в промышленных сушилках конвейерного типа неэффективна. Сушилки с высокой скоростью теплоносителя, например, распылительные сушилки, сушилки с кипящим слоем и с наклонными перфорированными полками обладают высокой производительностью, но одновременно измельчают AM до размеров частиц менее 1...3 мм. Измельченная AM склонна к пылению, слеживанию, зависанию в бункерах подачи, высоки потери массы. Кроме этого, установлено, что переработка AM, сопровождающаяся измельчением или значительными сдвиговыми деформациями, приводит к разрушению трехмерной структуры, формирующейся в процессе влажного смешения компонентов, разрывам связи между частицами. Это значительно снижает обезвоживания и гранулирования рассматриваются как единое целое: каждая из параллельных (совмещенных) или последовательных операций одновременно должны обеспечивать на всех стадиях обезвоживание AM и формирование гранул с заданными формой, размерами, структурными и физико-механическими характеристиками при максимальной эффективности совмещенного процесса; обезвоживание, как лимитирующая операция совмещенного процесса разделяется на ряд последовательных операций, в которых используются разные способы и устройства; условиями перехода от одного способа обезвоживания к другому являются удаление заданного количества влаги и достижение заданной прочности гранул; сушка осуществляется при переменном температурном режиме, причем, температура и время каждой ступени определяются электрическими и механическими характеристиками электродов; комбинация устройств обезвоживания и гранулирования, а также размеры их рабочих зон, должны полностью соответствовать порядку и продолжительности стадий обезвоживания.
Разработаны две технологические схемы сушки-гранулирования AM. Для УАМ: 1) формование гранул из водной пасты в ячейках гранулятора или на конвейерной ленте; 2) сушка на поддерживающей поверхности при температуре 150...155°С до удаления 60...70% начального количества влаги; 3) перегрузка и сушка в барабанной сушилке при 130...135°С. Для ДМАМ и ОМАМ: 1) формование пласта массы; 3) прессование пласта при давлении 2Д. .4.0 МПа; 3) нанесение. сети канавок на поверхность пласта; 4) сушка при температуре 150...155°С до удаления 40...70% начального количества влаги; 5) перегрузка и сушка в барабанной сушилке при 130...135°С.
Применение вышеизложенных принципов и разработанных технологий позволило сократить продолжительность сушки-гранулирования УАМ на 30...35%, а ДМАМ и ОМАМ на 45...50%. Уменьшены общие габариты и металлоемкость установок сушки и гранулирования (длина зоны сушки конвейерного гранулятора сокращена в 5 раз, а металлоемкость сушилки снижена в 3...4 раза).
Третья глава посвящена исследованию влияния параметров оборудования на устойчивость процесса гранулирования и синтезу конструкции грануляторов AM и их рабочих органов. Показана неэффективность грануляторов, используемых в промышленности, и сделан вывод о необходимости синтеза новых базовых конструкций грануляторов AM ЛИТ.
Формование гранул из УАМ должно производиться, когда поры AM заполнены водой, и несжимаемость пасты гарантирует сохранение высокой пористости, а обезвоживание AM должно происходить без ее уплотнения. Поэтому для сушки-гранулирования УАМ разработан гранулятор конвейерного типа с ячеистой лентой и встроенной сушилкой. Размеры ячеек определяются оптимальными размерами гранул. Устойчивость процесса гранулирования зависит от формы и относительных размеров выступов, образующих ячейки ленты. Показано, что отношение ширины оснований выступов к шагу в продольном направлении должно составлять 0,5...1, а отношение шага выступов к диаметру ролика в зоне разгрузки от 0,05 до 0,2. Шаг выступов в поперечном направлении - 1...2 величины продольного шага. Ряды выступов смещены на половину продольного шага выступов. При выходе размеров за рекомендованные пределы нарушается устойчивое разделение AM на гранулы и разгрузка ячеек, при этом потери AM возрастают более чем на порядок.
Удаление избытка влаги из ДМАМ и ОМАМ может производиться прессованием. Разработаны два варианта грануляторов с прессующим устройством.
В первом грануляторе из пасты между двумя непрерывными лентами формуется пласт, который подается на прессующее устройство с параллельными плитами. Подача лент прекращается, и производится прессование пласта. Далее подача возобновляется, и верхняя лента, огибая направляющий ролик, освобождает пласт. Затем на пласт, который движется вместе со второй лентой, наносится сеть поперечных и продольных канавок. По этим канавками происходит разделение пласта на гранулы во время сушки. Плиты пресса снабжены продольными ребордами. Получены зависимости потери влаги AM от относительной высоты реборд. Суммарная высота реборд должна составлять 0,4...0,9 наименьшего расстояния между лентами во время сжатия слоя. Это обеспечивает удержание пасты в зоне прессования и удаление из неё избытка влаги. Получены уравнения для расчета ширины бункера-питателя, формующего валка и плит пресса с учетом уширения пласта при его формовании и прессовании.
При высоком содержании в пастах порошков твердых деполяризаторов в результате прессования может происходить значительное уплотнение пласта и, как следствие, снижение пластичности массы. В этом случае нанесение канавок валком поперечной резки сопровождается разрушением пласта массы с образованием трещин в теле гранул. С целью устранения таких дефектов был разработан гранулятор с формующей лентой, которая снабжена поперечными треугольными в сечении выступами. Конструкция этого гранулятора аналогична предыдущей, но разделение пласта поперечными канавками происходит до его прессования. Разделяют пласт выступы формующей ленты. Продольные канавки наносятся валком продольной резки. Шаг выступов верхней формующей ленты соответствует заданному размеру гранул. Однако он должен быть равен 1...6 величин формующего зазора, а высота выступов - 0,4...0,8 величины формующего зазора. В этих интервалах обеспечивается высокое качество гранул и удаляется максимальное количество влаги. Получено уравнение зависимости количества удаляемой при прессовании влаги от относительной высоты выступов.
Во время работы грануляторов с прессующим устройством велика вероятность налипания массы на ножи валков продольной и поперечной резки. Для масс, обладающих высокой адгезией к конструкционным сталям, разработаны узлы, обеспечивающие съем массы с ножей. Основные элементы этих узлов - бесконечные ленты, применение которых позволило исключить потери массы за счет налипания на ножи.
Грануляторы конвейерного типа предназначены для крупносерийного и массового производства. Для производства ЛИТ широкой номенклатуры малыми партиями разработаны малогабаритные дисковый и шнековый грануляторы.
Дисковый гранулятор снабжен горизонтальным вращающимся перфорированным диском. Отверстия диска заполняются активной массой, проходят через зону сушки и затем попадают в зону выгрузки. Во время сушки происходит усадка гранул, они отрываются от стенок отверстий и выпадают в окно поддерживающего прокатку широкой ленты AM, а затем разрезать её на несколько лент.
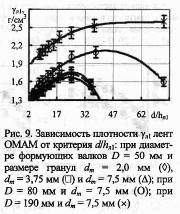
При прокатке AM в валках с рифленой рабочей поверхностью усадка лент меньше, чем при прокатке в гладких валках. Уменьшение усадки объясняется: 1) тем, что рифления валков формуют на ленте AM ребристую структуру, препятствующую усадке лент; 2) увеличением плотности лент при прокатке AM в рифленых валках.
При формовании электродов могут быть использованы установки разных конструкций, поэтому при разработке математического описания поведения лент в межвалковом пространстве были рассмотрены все варианты формующих установок.
Устройство 1 может иметь раздельные управляемые приводы вращения валков формования AM и валков накатки, либо валки могут быть кинематически связаны. В первом случае деформация лент AM компенсируется регулированием угловых скоростей формующих валков и валков накатки.
Если в устройстве валки кинематически связаны, то передаточное отношение и передачи между формующими валками и валками накатки должно влияния на передаточное отношение предельной деформации растяжения лент.
При формовании ЭЛ с помощью установки, имеющей гладкие валки и нагреватели лент в межвалковом пространстве, величина Д определяется как:
В устройстве 2 валки кинематически связаны, а использование известных способов компенсации опережения и отставания лент невозможно, поэтому нами разработан способ компенсации удлинения лент в межвалковом пространстве за счет их усадки: осуществляя нагрев лент на участке «а»-«б» (см. рис.7) интенсифицировали испарение жидкости и, соответственно, усадку лент, в результате добивались компенсации удлинения.
Необходимость исследования усадки AM было связано не только с установлением зависимостей для определения коэффициента усадки, но и с выявлением таких условий формования, при которых не происходит образование трещин после окончательной сушки электрода. Трещины могут появляться в активном слое вдоль сетки-токоотвода, реже - вдоль оси прокатки. Это явление наблюдал Dey A. N., однако причины им не были указаны. Образование трещин - результат усадки AM. Установлено, что при повышении плотности активного слоя электродных лент усадка лент практически линейно уменьшается, при этом снижается вероятность образования трещин. Уравнения зависимостей имеют вид: для УАМ при прокатке однослойных лент: б = - 446+201, двухслойных лент: еус = - 2592 + 120; для ДМАМ при прокатке однослойных лент: 8 ус = - 24,7ул| + 57,1, двухслойных лент: еу(: = - 21,1 + 49,8; для ОМАМ при прокатке однослойных лент: еус = - 29,8+ 70,4, двухслойных лент: Б = - 25,72 + 62,5, где Е - усадка лент, Е = [(100%, где - начальная длина образца ленты, длина образца после усадки, причем т = (100 - е 100, и У2 - соответственно, плотность лент AM и плотность двухслойных лент, моделирующих активный слой электрода.
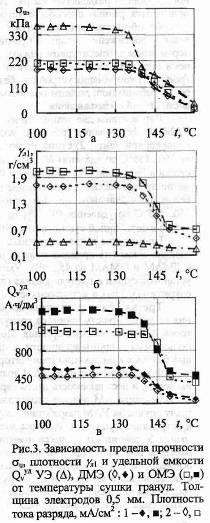
Показано, что при превышении определенной плотности лент AM трещины в результате сушки не образуются. Такая плотность для УАМ равна 0,43 г/см3, а для ДМАМ и ОМАМ, соответственно, 2,1 и 2,2 г/см3.
Выше речь шла о продольной усадке лент. Поперечная усадка является причиной образования продольных трещин в AM. Установлена анизотропия усадки лент AM: усадка лент AM в продольном направлении прокатки выше усадки лент в поперечном направлении. Причиной анизотропии усадки является структурная анизотропия. Получены уравнения регрессии, связывающие продольную и поперечную усадку, а также массивы коэффициентов поперечной усадки, позволяющие рассчитать изменение ширины лент во время сушки и, соответственно ширину бочек валков накатки. Показано, что при достижении указанных выше граничных значений плотности масс продольных трещин в лентах не образуется.



















Разработан математический аппарат для расчета параметров процесса формования ЭЛ из водных и водно - спиртовых паст AM. Формование осуществляется способом последовательного уплотнения в валках с тканевыми оболочками. Предложенная модель позволяет определить толщину электродной ленты, максимальное обжатие для любого прохода, требуемое обжатие е максимальное суммарное обжатие для данной установки та, толщину слоя пасты на формующих валках h, требуемое число проходов я и суммарное число слоев ткани на валках к -%, максимальную толщину электродных лент после и уплотнений Ам т т.е. все основные параметры процесса формования. Так, максимальная толщина лент, формуемых на данной установке равна: при одинаковых толщине и пористости слоев - начальная плотность пасты AM и плотность AM после п уплотнительных проходов по сухому остатку, kh hnp и Рщ, - число слоев ткани на паре валков, их толщина А и пористость P„p,j - номер валка, hvj и Pvj толщина и пористость оболочки на валке, пит - число пар валков и число оболочек на валках.
Таким образом, разработанный математический аппарат дает возможность рассчитать и оптимизировать как параметры процесса формования, так и параметры формующей установки, решить все прямые и обратные задачи при расчете параметров процесса формования.
В ходе исследования формования лент из водных паст решены проблемы снижения тиксотропности пасты AM путем введения в состав добавок. Так, введение натрийлаурилсульфата позволяет сохранять реологические характеристики паст до 5 и более суток. Рекомендованные добавки повышают удельную емкость (по объему) электродов на основе МпОг и СиО.
Доказана возможность получения заготовок для формования ДМЭЛ экструзией по схемам прямого и обратного прессования. Плотность экструдата в виде стержней круглого сечения составляет 1, 20. -1,75 г/см3. Получены зависимости плотности от размера гранул AM и истинной деформации. Результаты могут служить основой технологии формования стержневых и полых электродов цилиндрических источников тока.
Пятая глава посвящена синтезу оборудования для формования ленточных электродов.
Исследована бункерная подача AM в валки. Определены углы естественного откоса, условия отсутствия сводообразования, зависимости скорости и высоты поднятия гептана в слое AM от времени пропитки и размера гранул. Разработаны бункерные устройства подачи, позволяющие производить непрерывную пропитку и подачу гранул AM. Определена оптимальная геометрия бункера для подачи и пропитки AM с расширяющейся нижней частью и углами наклона боковых стенок 0...5 град. Исследована принудительная подача пропитанной AM поршнем-толкателем. Получены зависимости удельной емкости и плотности формуемых лент от давления толкателя. Показано, что принудительная подача позволяет существенно (на 20...80%) увеличить плотность формуемых лент и без использования уплотнительных проходов повысить удельную емкость ДМЭ и ОМЭ. Принудительная подача позволяет снять ограничения по скорости формования лент, связанные с критерием (o/D, т.е. ограничения производительности установок. Разработаны устройства подачи массы в валки с дозированной подачей жидкости в контейнер с толкателем, уменьшен расход пропитывающей жидкости более чем в 2 раза.
Разработаны и исследованы установки формования ЭЛ, выполненные по схемам 1,2 и 3, позволяющие получать ЭЛ толщиной 0,4...3,0 мм. Определены их параметры, позволяющие обеспечить устойчивое формование ЭЛ. В установках использованы технические решения, признанные изобретениями.
Сформулированы принципы синтеза установок формования ЭЛ, состоящие в том, что: 1) разработка и оптимизация процесса формования должна проводиться совместно с разработкой и оптимизацией параметров формующих устройств; 2) должны как можно более полно выявляться связи параметров оборудования и эксплуатационных характеристик электродов, а разрабатываемые математические модели должны включать как параметры процесса формования, так и параметры оборудования; 3) устройства должны: а) обеспечивать непрерывный процесс формования, высокую производительность и автоматический или полуавтоматический режим работы, б) быть универсальными, т.е. перенастраиваться на любой тип электродов из выпускаемой номенклатуры, в) обеспечивать за счет перенастройки, например, сменой валков, и заложенных широких диапазонов регулирования оптимальные эксплуатационные характеристики электродов всей номенклатуры. Именно эти принципы выдерживались при создании установок формования.
Применение разработанных устройств и механизированной технологии позволило по сравнению с существующим производством: 1) повысить стабильность параметров положительных электродов ЛИТ, уменьшив дисперсии: удельной (по объему) емкости электродов в 2,0...2,5 раза; плотности слоя AM в 2,5...3,5 раза; толщины в 1,5...2,0 раза; 2) сократить потери AM на 15...25% в зависимости от ширины электродов (15±1% - при ширине 100 мм и 25±2% - при ширине 40 мм); 3) увеличить производительность в 10...12 раз.
Разработаны антиадгезионные покрытия для рабочих органов оборудования, обладающие высокой долговечностью и снижающие потери AM. Основа покрытий - лаки ЛФС-2 и ПАК-1М а также смола ВУПФС-35А. В состав композиций входят суспензии Ф4Д и Ф4МД и порошки А1203, Si02 (аэросил), MgO, Z1O2, MgOZr02, ТЮ2. Исследовано влияние составов, условий приготовления и режимов электроосаждения покрытий из композиции на основе смолы ВУПФС-35А. Разработаны технологии нанесения покрытий.
Заключение, основные выводы и результаты
В диссертации разработаны теоретические основы совмещенного процесса сушки-гранулирования активных масс и процесса формования электродов ленточных положительных электродов литиевых источников тока, установлены закономерности влияния параметров процессов сушки-гранулирования активных масс и формования электродов, а также параметров технологического оборудования на электрические и механические характеристики электродов, сформулированы принципы построения технологического процесса сушки-гранулирования, дано теоретическое решение научной задачи - разработки математического описания процесса формования ленточных положительных электродов, сформулированы принципы синтеза оборудования для формования электродов применительно к практической проблеме - повышению качества литиевых источников тока, эффективности их производства и улучшения его экологических показателей. Результаты исследований позволяют сделать следующие выводы:
Экспериментально установлено, что при сушке и гранулировании активных масс положительных электродов ЛИТ, содержащих фторопластовое связующее:
оптимальные размеры гранул активных масс 5...15 мм, дробление приводит к снижению удельной емкости и прочности электродов и технологических характеристик масс: массы, состоящие из частиц менее 3 мм, плохо транспортируются, слёживаются, зависают в бункерах подачи, пылят, поэтому резко возрастают потери масс;
любая переработка масс, сопровождающаяся высокими сдвиговыми деформациями, приводит к снижению пластичности масс, ухудшению удельных электрических и прочностных характеристик электродов;
обезвоживание и гранулирование угольной массы следует проводить без значительных механических воздействий и уплотнения, а формование гранул при высокой влажности массы: интенсивные механические воздействия (давления, деформации сдвига и т.д.) и уплотнение приводят к разрушению высокопористой структуры и снижению электрической удельной емкости угольных электродов; повышать эффективность, сушки угольной массы следует путем увеличения поверхности слоя массы за счет формования гранул на начальной стадии сушки и применения оптимального температурного режима;
начальное обезвоживание активных масс на основе твердых деполяризаторов (Мп02 и СиО) следует производить посредством механического воздействия, предпочтительно прессованием при давлении 2,0...4,0 МПа;
гранулы угольной активной массы приобретают прочность достаточную для сохранения формы и могут транспортироваться в сушилки высокой интенсивности после удаления 45...50% начального количества влаги, гранулы диоксидно - марганцевой и оксидномедной активной массы приобретают достаточную прочность после удаления 23...25% начального количества влаги, при более высокой влажности гранулы нужно формовать и сушить на поддерживающей поверхности, например, на ленте конвейерной сушилки или в ячейках гранулятора;
для повышения интенсивности удаления влаги и обеспечения высокого качества активных масс температура начала сушки должна составлять 150...155°С (до удаления 45...70% начального количества влаги), а температура окончания сушки-125...135°С.
Разработан новый способ сушки-гранулирования активных масс, в основе которого лежат усадка и склонность к образованию трещин в процессе сушки. Способ включает формование пласта активной массы, нанесение на его поверхность сети канавок с заданным шагом и сушку пласта, во время которой происходит образование трещин вдоль канавок, их раскрытие и разделение пласта на гранулы.
Разработаны две технологические схемы сушки-гранулирования:
массы с твердыми деполяризаторами:
1) формование слоя массы,
2) обезвоживание прессованием,
3) сушка на конвейерной ленте гранулятора до удаления 23...25% начального количества влаги,
4) перегрузка гранул и сушка в барабанной сушилке; гранулирование осуществляется параллельно - на всех стадиях обезвоживания;
угольной массы: 1) формование гранул в ячейках гранулятора, 2) сушка в ячейках гранулятора до удаления 45...50% начального количества влаги, 3) перегрузка гранул и сушка в барабанной сушилке; совмещение гранулирования и сушки во время 2 и 3 операций процесса. Обе схемы предусматривают сушку с изменяемым температурным режимом - сначала при 150...155°С, затем при 125...135°С.
Созданы и прошли промышленную апробацию грануляторы новых конструкций: конвейерного типа для крупносерийного производства, а также дисковые и шнековые грануляторы для серийного производства, позволяющие получать гранулы нужной структуры, стабильной формы и размеров, снизить потери активной массы при гранулировании в среднем на 15%. Установлены зависимости устойчивости процесса гранулирования и количества потерь активной массы от формы и размеров рабочих органов грануляторов, а также интервалы варьирования этих параметров, обеспечивающих высокое качество гранул и низкий уровень потерь активной массы.
Разработаны:
критерии выбора вариантов конструкций по адгезии масс к материалам рабочих органов грануляторов и степени уплотнения пласта массы;
рекомендации по выбору оптимальных параметров для каждой из разработанных конструкций грануляторов.
Теоретически и экспериментально доказано, что процессы сушки и гранулирования активных масс должны рассматриваться как единый процесс, состоящий из комплекса взаимосвязанных совмещенных (параллельных) и последовательных операций, каждая из которых обеспечивает на всех стадиях обезвоживание массы и формирование гранул с заданными формой, размерами, структурными и физико-механическими характеристиками. Для повышения эффективности (сокращения времени и снижения энергоемкости) обезвоживания активной массы, как лимитирующей стадии процесса, необходимо последовательно использовать разные способы удаления влаги, причем, условием перехода от одного способа к другому является достижение заданной влажности и прочности гранул, а гранулирование осуществлять параллельно обезвоживанию массы. Для достижения максимальной эффективности процесса сушки-гранулирования комбинация и конструкция сушилок и грануляторов, размеры их рабочих зон должны полностью соответствовать порядку и продолжительности последовательных операций обезвоживания масс.
Использование этих принципов позволило сократить продолжительность сушки для угольной массы на 30...35%, а для диоксидно - марганцевых и оксидно-медных масс на 40...50%. Применение комбинации сушилок и интенсификация сушки привело к уменьшению длины конвейерной сушилки гранулятора в 5 раз, а общей металлоемкости оборудования сушки-гранулирования в 3...4 раза.
Разработаны способы сушки-гранулирования, авторский приоритет которых подтвержден патентными документами.
Проведены комплексные исследования и разработаны теоретические основы процесса формования ленточных положительных электродов ЛИТ:
установлены закономерности, отражающие влияние параметров процесса формования и технологического оборудования на качество электродов и эксплуатационные характеристики ЛИТ:
1) зависимости опережения, отставания и усадки лент в процессе формования, времени сушки электродных лент, их плотности, прочностных и
деформационных свойств от параметров процесса формования и конструктивных параметров оборудования;
2) зависимости электрических характеристик электродов от параметров процесса формования электродов;
определены интервалы оптимальной плотности активного слоя угольных, диоксидно - марганцевых и оксидномедных электродов;
исследована анизотропия прочности и усадки этих лент, для ее уменьшения предложено прокатывать электродные ленты с обжатием не менее 40%;
разработано математическое описание процессов формования лент из активных масс, пропитанных органической жидкостью, и водных и водно-спиртовых паст; предложен алгоритм оптимизации параметров процесса формования и оборудования для формования электродов, а также математический аппарат для технологических и конструкторских расчетов;
оптимизированы параметры процесса формования и параметры оборудования, выработаны соответствующие рекомендации;
установлено, что при экструзии заготовок из активных масс с твердыми деполяризаторами либо стержневых и полых электродов цилиндрических источников тока угол конусности матриц должен составлять 35...40 град., а истинная деформация для прямого прессования - 2,75...3,15.
Сформулированы принципы синтеза установок формования ленточных электродов, в основе которых лежит положения о том, что: 1) разработка и оптимизация процесса формования должна проводиться совместно с разработкой и оптимизацией параметров формующих устройств; 2) должны в полной мере выявляться связи параметров оборудования и эксплуатационных характеристик электродов, а математические модели включать как параметры процесса формования, так и параметры оборудования; 3) устройства должны обеспечивать непрерывное формование, высокую производительность при автоматическом или полуавтоматическом режиме работы, быть универсальными и обеспечивать за счет перенастройки и заложенных широких диапазонов регулирования оптимальные эксплуатационные характеристики электродов всей выпускаемой номенклатуры. Экспериментально установлены:
технологические характеристики гранулированных активных масс: углы естественного откоса, ширина сводообразующего отверстия, скорость пропитки гранул и высоты поднятия пропитывающей жидкости и др.;
зависимости эксплуатационных характеристик электродов от параметров установок (геометрических параметров, скоростных и температурных режимов, давлений и обжатий и т.д.).
Доказано, что предложенное устройство принудительной подачи повышает плотность электродов на основе твердых деполяризаторов и, соответственно, их удельную емкость, в 1,5...1,8 раза, без использования дополнительных проходов, а также снимает ограничение по скорости формования лент (критерий (о/Р), т.е. позволяет повысить производительность установок.
Предложены новые композиции для нанесения антиадгезионных покрытий для рабочих органов оборудования на основе лаков ЛФС-2 и ПАК-1М, смолы ВУПФС-35А, суспензий Ф4Д и Ф4МД и порошков А12Оз, SiC (аэросил), MgO, ZrOb MgOZrCb, Тг, разработаны технологии их нанесения. Покрытия обладают высокой долговечностью и снижают потери активной массы в процессе формования электродов.
Разработаны новые устройства подачи активных масс и формования электродных лент, обеспечивающие непрерывный процесс формования и высокое качество электродов и позволившие сократить потери активной массы на 15...25% в зависимости от ширины электродов (15±1% - при ширине 100 мм и 25±2% - при ширине 40 мм), увеличить производительность в 10...12 раз, улучшить экологические показатели производства за счет отделения рабочих зон от атмосферы цеха, исключения пыления активных масс, снижения уносов пропитывающей жидкости в атмосферу, снижения физических нагрузок персонала. Новизна устройства защищена авторскими свидетельствами и патентами.
Разработанные модели, технологии и макетные образцы оборудования апробированы в условиях опытного производства ВНИИТ и НПО «Квант» г. Москва, НИИХИТ и ОАО «Литий-элемент» г. Саратов, ОКТБ «Орион» г. Новочеркасск и дали положительные результаты, технические и технологические решения и опыт эксплуатации оборудования использован при составлении технического задания для ОАО «Источники тока» г. Смоленск на разработку и изготовление серийного оборудования для формования электродов.
Положения диссертации опубликованы в 88 работах, основные из которых следующие
1. Сербиновский М.Ю. Формование электродных лент прокаткой. / Рос. гос. ун-т. - Ростов-н/Д: РГУ, 2001. - 85 с.
2. Сербиновский М.Ю. Литиевые источники тока: конструкции, электроды, материалы, способы изготовления и устройства для изготовления электродов / Рос. гос. ун-т. - Ростов-н/Д: РГУ, 2001. - 155 с.
3. Сербиновский М.Ю. Математическая модель формования ленточных электродов // Электрохимическая энергетика, 2001. - Т.1-2. - С.80-85.
4. Сербиновский М.Ю., Данюшина Г.А. Антиадгезионные покрытия оборудования для изготовления электродов химических источников тока // Журн. прикл. химии, 2001. - Т.74. Вып.5. - С.739-742.
5. Сербиновский М.Ю., Думчус A. M., Шкураков В.Л. Влияние параметров процесса формования на плотность электродных лент // Электрохимическая энергетика, 2001. Т.З. -С.74-79.
6. Сербиновский М.Ю., Волощук В.Г., Шкураков В.Л. Опережение при формовании лент активной массы // Изв. вузов. Сев. Кавк. регион. Техн. науки. 2001 - № 4. - С.25-29.
7. Сербиновский М.Ю., Данюшина ГА., Игнатенко Н.Л., Сербиновский Б.Ю. Антиадгезионные покрытия оборудования для изготовления электродов литиевых источников тока // Литиевые источники тока: Матер. VI Междунар. конф., г. Новочеркасск, 19-20 сент. 2000 г. / Юж. -Рос. гос. техн. ун-т (НПИ). - Новочеркасск: Набла, 2000. - С.157-158.
8. Сербиновский М.Ю., Волощук В.Г., Думчус A. M. Интенсификация сушки активных масс положительных электродов // Фундаментальные проблемы электрохимической энергетики: Материалы IV междунар. конф, 21-23 июля 1999 г. / Под ред. И.А. Казарино-ва. - Саратов: Изд-во Сарат. ун-та, 1999-С.107-108.
9. Сербиновский М.Ю., Думчус А.М. Исследование процесса прокатки ленточных угольных электродов литиевых ХИТ // Фундаментальные проблемы электрохимической энергетики: Материалы IV междунар. конф, 21-23 июля 1999 г. / Под ред. И.А. Казарино-ва. - Саратов: Изд-во Сарат. ун-та, 1999 - С.109-111.
10. Сербиновский М.Ю., Данюшина Г.А., Сербиновский Б.Ю., Игнатенко Н.Л. Антиадгезионные покрытия оборудования для производства электродов // Антифрикционные материалы специального назначения: Юбилейн. сб. научн. тр. / Юж. -Рос. гос. техн. ун-т (НПИ). - Новочеркасск: ЮРГТУ, 1999. - С.135-141.
11. Сербиновский М.Ю., Сербиновская Н.М. Повышение стабильности пластических свойств паст активных масс электродов на основе СиО, Мп02 и (CFx) n // V Междуна-родн. конф. «Фундаментальные проблемы, преобразования энергии в литиевых электрохимических системах». Сателлитная конф. XVI Менделеевского съезда по общей и прикладной химии: Тез. докл., (Санкт-Петербург 1998). - Санкт-Петербург: НИАИ «Источник», 1998-С.121.
12. Сербиновский М.Ю., Гранулятор с ячеистой транспортерной лентой // Изв.Рост. гос. строит. ун-та. - Ростов-н/д: Изд-во РГСУ, ЮРО РААСН, 1998. - №3. - С.72-75.
13. Сербиновский М.Ю., Данюшина Г.А. Нанесение покрытия на инструмент для прокатки активных масс электродов ХИТ // Новости электрохимии органических соединений: Тезисы докладов / Ин-т электрохимии им.А.Н. Фрумкина РАН, Новочерк. гос. техн. ун-т - Новочеркасск: Набла, 1998. - С.105.
14. Сербиновский М.Ю., Думчус А.М., Волощук В.Г. Анизотропия прокатанных угольных и диоксидномарганцевых электродов // Электротехника, 1989. - № 8. - С.75-78.
15. Сербиновский MJO., Думчус AM. Выбор оптимальной конструкции устройства подачи активных масс электродов в зону практики // Литиевые химические источники тока: Сб. науч. трудов. - Новочеркасск: НПИ, 1989. -С.86-91.
16. Сербиновский М. К)., Волощук Г., Карпенко Е.К. Экструдирование активной массы на основе диоксида марганца // Строительные и специальные материалы на основе органомииералънъгх композиций: Мсжвуз. сб. - Новочеркасск, 1988. - С.67-72.
17. Сербиновский М. К)., Думчус A. M., Ватуля Г.В. Исследование прокатки угольных электродных масс // Строительные и специальные материалы па основе органомине-ральпых композиций: Межеуз. сб: ПНИ. - Новочеркасск, 1988. - С.72-76.
18. Сербиновский М. К), Думчус A. M. Пуресев А.И. Исследование характеристик гранулированной угольной активной массы химических источников тока // Строитеые п специальные материалы на основе органоминеральных композиций: Меж-ву I. сб, 11ивочсркасск, 1986. - С.79-83
19. Сербиновский М.Ю., Пуресев А.И. Исследование сушки и гранулирования специальных материалов // Строительные и специальные материалы на основе органоминеральных композиций: Межвуз. сб. - Новочеркасск, 1984. - С.35-39
20. А. с.1179871 СССР, МКИ Н 01М 4/00. Способ изготовления активной массы угольного электрода / Сербиновский М.Ю., Пуресев А.И., Сербиновский Б.Ю. - № 3755220, Заявл.17.04.84, Зарег.15.09.85.
21. А. с.1227070 СССР, МКИ Н 01М4/00. Устройство для изготовления электродов / Гончаров СИ., Казаченко Н.И., Сербиновский М.Ю. и др. - № 3752913, Заявл, 6.04.84. Зарег.22.02.85.
22. А. с.1473642 СССР МКИ Н01М 4/26. Устройство для изготовления электродов химических источников тока / М.Ю. Сербиновский, A. M. Думчус, В.Г. Волощук. - №4236961/24-07; Заявл.16.03.87., Зарег.15.12.88.
23. А. с.1489523 СССР МКИ НОШ 4/10. Способ изготовления электрода химического источника тока / М.Ю. Сербиновский и A. M. Думчус. - №4311729/24-07; Заявл.02.07.87, Зарег.22.02.89.
24. А. с.1494814 СССР МКИ Н01М 4/26. Устройство для прокатки активной массы электродов / М.Ю. Сербиновский, AM. Думчус. - №4273289/24-07; Заявл.30.06.87, Зарег.30.06.87.
25. А. с.1515971 СССР МКИ НОШ 4/10. Способ изготовления электрода химического источника тока / М.Ю. Сербиновский и A. M. Думчус. - №4275738/24-07; 4313630/24-07 Заявл.02.07.87, Зарег.15.06.89.
26. А. с.1515973 СССР МКИ НОШ 4/26 // B22F 3/18. Устройство для прокатки электродных лент химических источников тока / М.Ю. Сербиновский, A. M. Думчус, В. Г, Волощук. - №4333341/24-07; Заявл.27.11.87, Зарег.15.06.89.
27. А. с.1533566 СССР МКИ НОШ 4/26 // В32В 3/1/12. Устройство для изготовления электродов химических источников тока / М.Ю. Сербиновский, A. M. Думчус, В.Г. Волощук-№4377772/24-07; Заявл.16.02.88, Зарег.01.09.89.
28. А. с.1535286 СССР. МКИ Н 01 М 4/04. Устройство для изготовления электродов химических источников тока / М. Ю, Сербиновский, A. M. Думчус. - №4426983/24-07; Заявл.16.05.88, Зарег.08.09.89.
29. А. с.1535287 СССР. МКИ Н 01 М 4/04. Способ изготовления угольного электрода / AM. Думчус, М.Ю. Сербиновский. - №4361239/24-07; Заявл.11.01.88, Зарег.08.09.89.3.0.А. с.1535290 СССР МКИ НОШ 4/26. Устройство для прокатки электродных лент химических источников тока / М.Ю. Сербиновский, A. M. Думчус. - №4426214/24-07; Заявл.16.05.88, Зарег.08.09.89.
30. А. с.1535291 СССР МКИ НОШ 4/26 // B22F 3/18. Устройство для прокатки электродных лент химических источников тока / М.Ю. Сербиновский, A. M. Думчус, В.И. Дехтярев. - №4449384/24-07; Заявл.16.05.88, Зарег.08.09.89.
31. А. с.1563539 СССР МКИ НОШ 4/26 // В 22F3/18. Устройство для изготовления электродов химических источников тока / М.Ю. Сербиновский, A. M. Думчус, В. И, Дехтярев, В.Е. Федорчук - №4491424/24-07; Заявл.10.10.88.
32. Центр оперативной полиграфии Южно-Российского государственного технического университета (Новочеркасского политехнического института) 346428, г. Новочеркасск
Похожие работы
... ленточных электродов, невысока. Обобщая вышеизложенное, можно утверждать, что актуальным является исследование закономерностей процесса формования электродов на основе СuО и влияния параметров этого процесса на эксплуатационные характеристики литиевых источников тока. Целью работы являлось совершенствование и оптимизация технологии изготовления ленточных оксидномедных электродов литиевых ...
0 комментариев