Удаление окисной пленки с поверхности свариваемого металла
Конструктивные и технологические особенности сварки алюминия
Материалы для сварки алюминия и его сплавов
Обзор наиболее распространенных способов сварки алюминия и его сплавов
Аргонодуговая сварка неплавящимся вольфрамовым электродом с подачей присадочной проволоки (ТIG)
Механизированная аргонодуговая сварка плавящимся электродом
Механизированная импульсно-дуговая сварка плавящимся электродом
Оценка способов дуговой сварки алюминия и его сплавов
Навигация
Механизированная аргонодуговая сварка плавящимся электродом
Особенности сварки алюминия
70335
знаков
12
таблиц
7
изображений
2.4. Механизированная аргонодуговая сварка плавящимся электродом.
2.4.1. Механизированная сварка плавящимся электродом непрерывным током
Механизированную сварку плавящимся электродом применяют для получения стыковых, тавровых, нахлесточных и других соединений алюминия и его сплавов толщиной 4-6 мм и более. Этот способ является самым производительным среди ручных видов сварки. За границей наиболее распространенный среди видов сварки алюминия.
Отличием механизированной сварки алюминия от традиционной механизированной сварки сталей является: использование аргона в качестве защитного газа, тефлоновых подающих каналов вместо стальных, специальной формы роликов в подающем механизме, специальных мундштуков на горелках. В СССР ввиду отсутствия дешевых тефлоновых каналов этот метод сварки был незаслуженно не востребован.
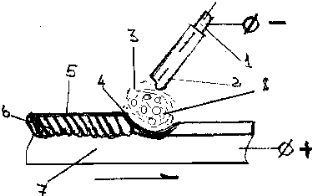
Электрическая дуга при этом способе сварки горит между изделием и плавящимся электродом (проволокой), который подается в зону дуги обычно с постоянной скоростью.
Надежное разрушение пленки окислов при механизированной сварке плавящимся электродом достигается лишь при питании дуги постоянным током обратной полярности. Механизм удаления окисной пленки в этом случае заключается в разрушении и распылении ее тяжелыми положительными ионами, бомбардирующими катод (эффект катодного распыления).
Недостатком способа сварки алюминия плавящимся электродом является некоторое снижение по сравнению со сваркой неплавящимся электродом показателей механических свойств. В частности, уменьшение прочности шва об
ясняется тем, что электродный металл, проходя через дуговой промежуток, перегревается в большей степени, чем присадочная проволока при сварке неплавящимся электродом. Также происходит худшее удаление окисной пленки, т.к. при аргонодуговой механизированной сварке непрерывным током сварочный процесс сопровождается короткими замыканиями, в момент которых катодное распыление отсутствует.
Для устранения этих недостатка в сварочной установке ВД-306ДК применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В, которая накладывается на общую картину сварочного напряжения.
Для сварки, как правило, применяют проволоку диаметром 1.2-1.6 мм, так как из-за недостаточной жесткости сварка алюминиевой проволокой меньшего диаметра затруднена. Применение проволоки большего диаметра принципиально возможно, однако сварные соединения в этом случае получаются крупночешуйчатые, что ухудшает их внешний вид и механические свойства.
Установки для механизированной сварки состоят из выпрямителя (ВД-306ДК и т.д.), механизма подачи (ПДГО-508, ПДГО-510 и т.д.) со специальными роликами.
Конструкция механизма подачи должна обеспечивать надежное и стабильное поступление мягкой алюминиевой проволоки. Обычно в таких механизмах предусматривают две пары специальных ведущих и прижимных роликов, что уменьшает возможность проскальзывания проволоки и ее сминания.
Наиболее применимы сварочные горелки немецкой фирмы «Abicor Binzel» с тефлоновым подающим каналом. Следует отметить, что в виду использования аргона, как защитного газа, чаще всего применяют водоохлаждаемые модели горелок. Сопло горелки должно обеспечивать надежную защиту инертным газом жидкой сварочной ванны. Диаметр сопла горелки для механизированной сварки алюминия обычно 18-22 мм.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия плавящимся электродом приведены в табл. 2.6.
Таблица 2.6.
Ориентировочные режимы механизированной аргонодуговой сварки алюминия и его сплавов плавящимся электродом. [5]
| Тип соединения | b, мм | dЭЛ.ПР., мм | IСВ, А | UД, В | VCВ, м/ч | Расход аргона, л/мин | Число проходов |
| Встык, без разделки кромок | 4-6 8-10 12 | 1,5-2,0 1,5-2,0 2,0 | 140-240 220-300 280-300 | 19-22 22-25 23-25 | 20-30 15-25 15-18 | 6-10 8-10 10-12 | 2 2 2 |
| Встык, с Vобразной разделкой кромок на подкладке | 5-8 10-12 | 1,5-2,0 2,0 | 220-280 260-280 | 21-24 21-25 | 20-25 15-20 | 8-10 8-12 | 2-3 3-4 |
| Встык, с Х образной разделкой кромок | 12-16 20-25 30-60 | 2,0 2,0 2,0 | 280-360 330-360 330-360 | 24-28 26-28 26-28 | 20-25 18-20 18-20 | 10-12 12-15 12-15 | 2-4 4-8 10-40 |
| Тавровое, угловое и нахлесточное | 4-6 8-16 20-30 | 1,5-2,0 2,0 2,0 | 200-260 270-330 330-360 | 18-22 24-26 26-28 | 20-30 20-25 20-25 | 6-10 8-12 12-15 | 1 2-6 10-40 |
Особый интерес при механизированной сварке алюминия вызывает использование источника питания ВД-306ДК с механизмом подачи ПДГО-508(510) (полуавтоматический модуль мультисистемы «Сорока»). Использование этого источника вызывает большой промышленный интерес в виду того, что в нем применены принципиально новые технические решения: низковольтная постоянная подпитка сварочной дуги напряжением 10-11В. Особенностью низковольтной подпитки напряжения на сварочной дуге является наложение постоянно действующего отрицательного потенциала. Это обеспечивает непрерывное горение электрической дуги, улучшает удаление окисной пленки, обеспечивает более мягкий переход капель электродного металла в сварочную ванну, уменьшает разбрызгивание и улучшает стабильность горения электрической дуги и качество формирования сварного соединения. Высоковольтная подпитка служит для облегчения зажигания дуги. Таким образом, в указанной схеме стало возможным производить регулирование продолжительности коротких замыканий и их частоты, возможность регулирования тока короткого замыкания. Установка имеет также возможность регулировки угла наклона вольтамперных характеристик и возможность производить сварку на значительном удалении от источника питания (до 20м). Последнее обеспечивается за счет применения обратных связей по току и напряжению на дуге. Для реализации последнего необходимо применять подающий механизм ПДГО-510Т и выпрямитель ВД-306ДК. Следует напомнить, что этот источник обеспечивает высококачественную сварку алюминия и его сплавов в режиме ручной дуговой сварки. Кроме того, его использование позволяет решить проблемы комплектации сварочной техникой цехов, когда все виды сварки (ММА, МИГ,ТИГ) можно производить на базе одного выпрямителя, комплектуя его различными приставками (БУСП-ТИГ, ПДГО) для реализации различных технологических процессов.
Механические свойства сварных соединений из сплава АМг6 толщиной 10 мм, выполненных механизированной сваркой на традиционных источниках питания (типа ВДУ-506) следующие [7]: .В = 30,6 кг/мм2, угол загиба . = 133 град.
Похожие работы
... фактора хmax Интегральная оценка, баллы Категория тяжести до 1,8 1 1,8...3,3 2 3,4...4.5 3 4, б. ..5,3 4 5,4...5,9 5 более 5,9 6 Таким образом получаем, что категория тяжести труда на рабочем месте сварщика при ручной электродуговой сварке с подогревом изделия равна 5. Мероприятия по снижению влияния вредных факторов при ручной дуговой сварке 1. Местная вытяжная ...
... сварки являются невысокая производительность при использовании ручного варианта. Применение же автоматической сварки не всегда возможно для коротких и разноориентированных швов. 5. Технология ручной сварки неплавящимся электродом в инертных газах Аргонная сварка может быть ручной, когда горелка и присадочный пруток находятся в руках сварщика, и автоматической, когда горелка и ...
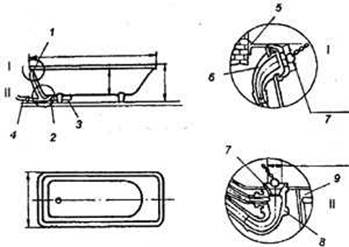



... . Душевые поддоны выглядят следующим образом: 1) 2) 1) поддон квадратной формы 2) поддон закругленной формы 3) 3) глубокий поддон Душевые кабины: MIG, MAG, TIG – сварка. MIG – это полуавтоматическая сварка в среде инертных газов (аргон и гелий). MAG – это полуавтоматическая сварка в ...
... . Для дуговой сварки теплоустойчивых легированных сталей ГОСТ 9467-75 предусматриваются девять типов электродов / Э-0,9 М Э-0,9 МХ, Э-0,9 XI, Э-0,5 Х2М, Э-0,9 Х2МI, Э-0,9 MIМФ, Э-10 XIMIHФБ, Э-10 ХЗMIБФ, Э-10 Х5МФ/. Технологией сварки сталей любой марки предусматривает предварительный или сопутствующий местный или общий подогрев свариваемого изделия, обеспечивающий по возможности и структурной ...
0 комментариев