Устройство и конструкция автосцепки СА-3
Работа автосцепки СА-3 (принцип действия)
Срок гарантии автосцепного устройства
Основные неисправности и причины их появления
Подготовка к ремонту
Сборка автосцепки СА-3
Организация рабочего места
Техника безопасности при осмотре и ремонте
Сравнительная стоимость ремонта, изготовление, приобретение нового узла
Навигация
Устройство и конструкция автосцепки СА-3
Технология ремонта автосцепки СА-3
57647
знаков
4
таблицы
13
изображений
1.4 Устройство и конструкция автосцепки СА-3
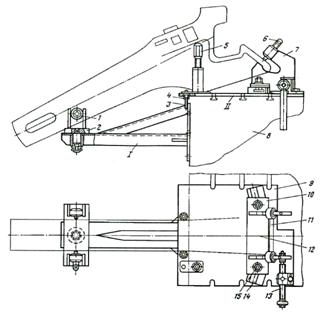
Автосцепное устройство типа СА-3 (рис. 1) грузовых вагонов размещается в консольной части хребтовой балки рамы кузова и состоит из следующих основных частей: корпуса автосцепки с деталями механизма сцепления, ударно-центрирующего прибора, упряжного устройства с поглощающим аппаратом и опорных частей.
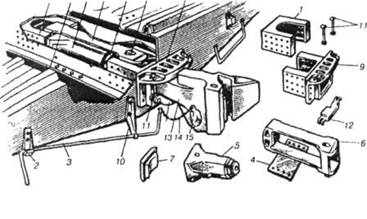
Рис. 4 Автосцепное устройство четырехосного вагона.
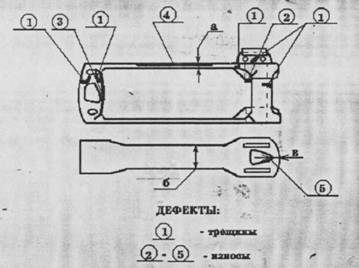
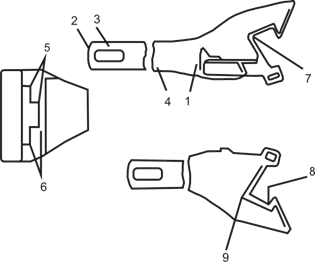
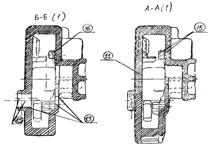
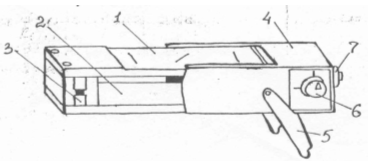
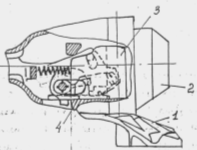
Корпус автосцепки 13 с механизмом сцепления предназначен для сцепления и расцепления вагонов, восприятия и передачи ударно-тяговых усилий упряжному устройству. Корпус автосцепки (рис. 2) представляет собой пустотелую фасонную отливку, состоящую из головной части и хвостовика.
Внутри головной части размещены детали механизма сцепления. Она имеет большой 1 и малый 4 зубья, которые соединяясь образуют зев. На вертикальной стенке зева, возле малого зуба имеется окно для замка 3, а рядом - окно для замкодержателя 2.
В верхней части отлит выступ 5, который воспринимает жесткие удары при полном сжатии поглощающего аппарата. Внутри корпуса со стороны малого зуба отлита полочка для верхнего плеча предохранителя, а со стороны большого зуба имеется шип для навешивания замкодержателя. В нижней части выполнено горизонтальное отверстие для постановки валика подъемника. В пустотелом хвостовике сделано продолговатое отверстие 6 для соединения корпуса автосцепки с тяговым хомутом. Торец хвостовика 7 служит для передачи ударных нагрузок и имеет цилиндрическую поверхность.
Большой зуб имеет три усиливающих ребра : верхнее, среднее и нижнее, плавно переходящие в хвостовик и соединенные между собой перемычкой. Голова автосцепки заканчивается сзади упором, предназначенным для передачи при неблагоприятном сочетании допусков на основные размеры жесткого удара на хребтовую балку через концевую балку рамы вагона и ударную розетку.
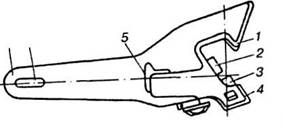
Рис. 5 Корпус автосцепки в сборе.
Корпус удерживается маятниковым подвешиванием, состоящим из: ударной розетки, двух подвесок, центрирующей балочки.
Центрирующий прибор воспринимает от корпуса автосцепки избыточную энергию удара после полного сжатия поглощающего аппарата и центрирует корпус автосцепки. Состоит из ударной розетки 9, двух маятниковых подвесок 11 и центрирующей бал очки 12. Ударная розетка отлита за одно целое с передними упорами и приклепано или приварено к концевой балке рамы. Розетка имеет окно для постановки корпуса автосцепки и отверстия для маятниковых подвесок. Маятниковые подвески 11 имеют вид стержня диаметром 25мм с двумя Т-образными головками (верхней более широкой и нижней). Верхняя головка подвески опирается на ударную розетку, а на нижнюю уложена центрирующая балочка омегообразной формы.
На расстоянии 625 мм от упорных плоскостей переднего упора к хребтовой балке приклепан или приварен задний упор 1, который также представляет собой П-образную отливку с ребрами жесткости.
У четырехосных вагонов с укороченными консольными частями (крытые вагоны и цистерны) задние упоры отливают заодно целое с надпятниковыми коробками. Для предупреждения истирания вертикальных стенок хребтовой балки поглощающим аппаратом на них между упорами приклепывают по две предохранительные планки.
Упряжное устройство передает упорам продольные силы от корпуса автосцепки и смягчает их действие. Оно размещено между передними и задними упорами автосцепного устройства и состоит из тягового хомута 6, поглощающего аппарата 5, клина 8, упорной плиты 7 и крепежных деталей клина и поддерживающей планки.
Нижней опорой тягового хомута и поглощающего аппарата является поддерживающая планка 4, прикрепляемая восемью болтами снизу к хребтовой балке. Тяговый хомут 6 представляет собой раму, внутри которой размещен поглощающий аппарат и упорная плита.
В головной части хомута имеется отверстие для клина. Внизу головной нижней части расположены приливы с отверстиями для болтов, предохраняющих клин от выпадения.
Опорная площадка хомута снабжена усиливающими ребрами. Клин тягового хомута прямоугольного сечения с округленными кромками в нижней части имеет заплечики, которыми он опирается на болты, удерживающие его от выжимания. Выемки в верхней части боковых поверхностей клина сделаны для уменьшения его массы.
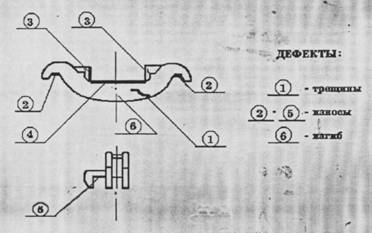
Расцепной привод состоит из: расцепного рычага, цепочки, полочки, кронштейна.
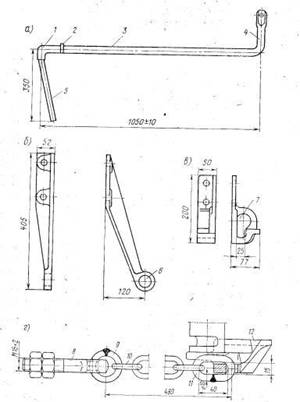
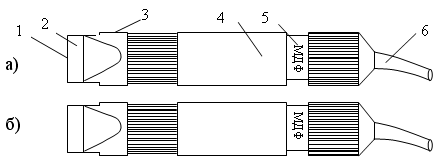
Рис. 6 Детали расцепного привода : а) расцепной рычаг, б) державка, в) кронштейн, г) цепь расцепного привода.
Расцепной рычаг рис. 6 (а), предназначенный для расцепления автосцепки, имеет короткое плечо 4 с отверстием для регулировочного болта, стержень 3 и рукоятку 5, соединенные плоской частью 1, поперечное сечение которой 20 × 35 мм.
Между стержнем и коленом приварен ограничитель 2 продольных перемещений.
Если на подвижном составе в зоне расположения стержня рычага размещены какие-либо детали, препятствующие его монтажу, например детали ручного тормоза, то стержень рычага выгибают для обхода этих деталей.
Державка рис. 6 (б) поддерживает расцепной рычаг, стержень которого проходит через отверстие 6 в ней. Она крепится на подвижном составе двумя или тремя болтами, для чего предусмотрено соответствующее количество отверстий.
Кронштейн рис. 6( в) удерживает рычаг в расцепленном и нормальном положениях. В нормальном положении плоская часть расцепного рычага находится в прямоугольном пазу отверстия 7. Державка и кронштейн закрепляются на подвижном составе болтами с гайками, контргайками и шплинтами.
Цепь расцепного привода рис. 6(г) состоит из регулировочного болта 8 с гайкой и контргайкой, круглого звена 9, удлиненного звена 11 для соединения с валиком подъемника 12 автосцепки и промежуточных звеньев 10.
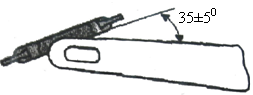
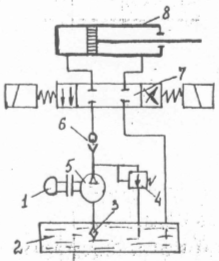
Для расцепления сцепленной автосцепки рукоятку 1 рычага поднимают вверх из положения I и тем самым выводят плоскую часть его из паза 2 кронштейна, а затем поворачивают против часовой стрелки до отказа, пока механизм автосцепки не установится в расцепленное положение II (рис. 7).
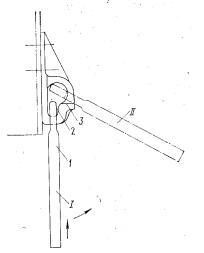
Рис. 7 Положение рукоятки рычага расцепного привода.
Потом рукоятку ставят в первоначальное положение так, чтобы плоская часть стержня рычага вошла в паз кронштейна.
В результате механизм будет находиться в расцепленном состоянии до разведения автосцепок.
Чтобы удержать механизм автосцепки в выключенном состоянии, рычаг поворачивают так же, как и для расцепления, а затем перемещают его по направлению стержня, пока рукоятка своей плоской частью не ляжет на полочку 3 кронштейна в положение II.
В этом случае расцепной привод будет удерживать замок в утопленном положении; следовательно, при соударении этой автосцепки с другой сцепления не произойдет.
Длина цепи считается нормальной, если при таком положении автосцепки и рычага замок утоплен в карман корпуса и не выступает за плоскость ударной стенки зева.
Если установить рычаг в положение "на буфер" не удается, так как замок полностью утоплена карман и упирается в серповидный прилив с внутренней стороны стенки малого зуба, то цепь коротка и надо отпустить гайку стяжного болта.
Когда длины болта не хватает, наращивают цепь новыми промежуточными звеньями. При длинной цепи, когда рычаг установлен на полочку кронштейна, а замок полностью не ушел внутрь кармана корпуса и выступает за ударную стенку зева, цепь укорачивают подкручиванием гаек регулировочного болта, а если этого недостаточно, то уменьшают число звеньев цепи.
Разрубленное при регулировке место цепи должно быть заварено газовой сваркой; электросварку разрешается применять только для удлиненного соединительного звена.
Похожие работы
... остаточным магнетизмом, могут длительное время притягивать к себе продукты истирания, которые могут вызвать повышенный абразивный износ. Поэтому указанные детали обязательно размагничивают. Вопрос 3. Опишите технологию ремонта и испытания редукторного привода от торца шейки оси (ТРКП) Проверку, ремонт и испытания приводов выполняют в соответствии с требованиями технических указаний. В ...

... наружная 395 мм, внутренняя 362 мм, пружина с изломом оттянутого конца 1/3 длины окружности. 4. Схема технологического процесса ремонта поглощающего аппарата Предварительный осмотр поглощающего аппарата После снятия поглощающего аппарата с вагона производится очистка. Очистка производится вручную железной щёткой и 10% раствором спирта. После очистки ...
... участка. Принимаем процент узлов и деталей, поступающих в ремонт на условиях кооперации из эксплуатационного депо для тележечного участка =30% Принимаем программу для тележечного участка 1000 ед. 2. Совершенствование технологии контроля автосцепочного устройства 2.1 Виды и порядок осмотра автосцепочного устройства Автосцепное устройство подвижного состава должно постоянно находиться ...
... износы при перемещении вагонов, исключить возможность саморасцепов и увеличить межремонтные сроки. 4. БЕЗОПАСНОСТЬ И ЭКОЛОГИЧНОСТЬ РЕШЕНИЙ ПРОЕКТА 4.1 Обеспечение безопасности работ на контрольном пункте автосцепки Ремонт пассажирских вагонов производят в вагонном депо, специализирующимся на ремонте цельнометаллических вагонов, в соответствии с руководством и инструкциями по деповскому ...
0 комментариев