СОДЕРЖАНИЕ
Назначение, конструкция рессорного подвешивания
Технология ремонта
Технологическая карта
Охрана труда
Список использованной литературы
НАЗНАЧЕНИЕ, КОНСТРУКЦИЯ РЕССОРНОГО ПОДВЕШИВАНИЯ
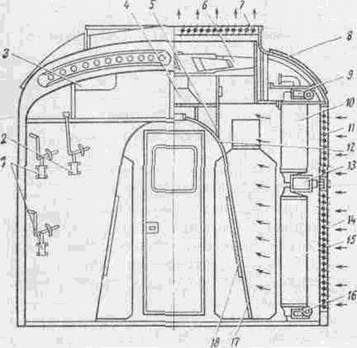
Рессорное подвешивание – предназначено для смягчения ударов, предаваемых на рессорное строение, при прохождении электровозов по неровностям пути, и равномерного распределения нагрузок между колёсными парами (с помощью рессорного подвешивания), восприятия тягового усилия, тормозной силы, боковых усилий от колёсных пар и передачи их на раму кузова.
Технические данные:
- Жёсткость листовой рессоры Н\М – 1,27.
- Жёсткость одной пружины Н\М – 2,8.
- Статический прогиб рессоры, мм – 68,45.
- Относительный коэффициент трения рессоры =0,2% 0,4 , % 4,73 – 9,46.
- Эквивалентная жёсткость на одно колесо, Н\М – 1,03
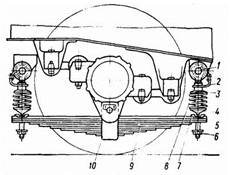
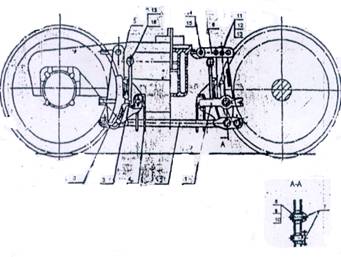
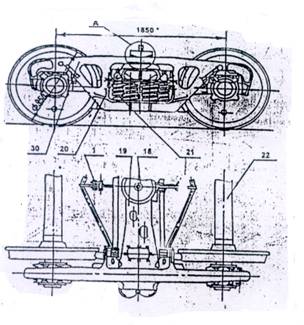
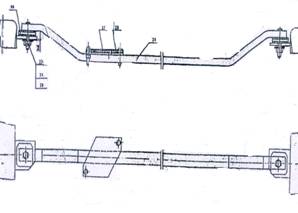
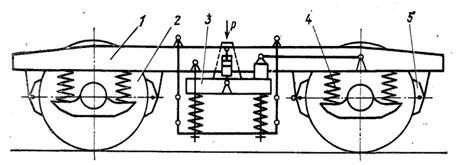
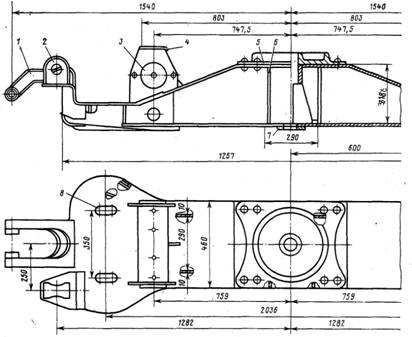
Рессорное подвешивание состоит из листовой рессоры, шарнирно подвешенной к нижней части буксы, и спиральных цилиндрических пружин,
Установленных между опорами. Пока система ограничивает амплитуду колебаний под рессорного строения из-за наличия трения в листовой рессоре без применения специальных гасителей. Пружина одним концом через опору опирается на конец рессоры, а другим через гайку на стойку, шарнирно сочленённую с кронштейном рамы тележки. Рессора набрана из десяти листов, три листа коренных семь подкоренных листы из пружинной стали 60С2 сечением 16х120 мм, соединённых хомутом, имеющим отверстие под валик для подвешивания к буксе. Пружины изготовлены из прудков пружинной стали 60С2, 40 мм, имеют наружный диаметр 200 мм, и 2,5 рабочего витка. Стойка, выполненная поковкой из стали марки Ст 5, с последующей механической обработкой, имеет головку для соединения с рамой тележки и резьбу круглого профиля диаметром 48 мм, четыре нитки на дюйм под опорную гайку.
Техническое обслуживания ТО-3.
При ТО-3 осматривают основные узлы ходовых частей, рессорного и люлечного подвешивания, тормозной рычажной передачи, ударно-сцепных устройств и т.д. Выявленные при этом неисправности, а также дефекты, записанные в журнале технического состояния электровоза, устраняют.
ТО-3 выполняют рабочие комплексных и специализированных бригад на ремонтных стойлах основного локомотивного депо.
Механическое оборудование очищают от грязи и проверяют состояние деталей рессорного подвешивания, гидравлических гасителей колебаний, ослабевшие соединения закрепляют. Подвески, пружины, предохранительные скобы при наличии трещин заменяют. Подлежат замене рессоры, имеющие сдвиги листов относительно хомута, а также рессоры с трещинами в листах или хомуте.
Текущий ремонт ТР-3.
Текущий ремонт ТР-3 является наиболее эффективным средством оздоровления электровозов из всех видов текущего ремонта, выполняемого в условиях локомотивных депо.
При текущем ремонте рессорное подвешивание подвергается наиболее полной разборке. Этот ремонт наиболее сложный и трудоёмкий из всех видов ремонта.
ТЕХНОЛОГИЯ РЕМОНТА
Рессорное подвешивание его разбирают в ходе демонтажа тележки электровоза. Детали рессорного подвешивания обычно обмывают в моечной машине в месте с рамой тележки. После очистки от грязи и масла стойки и гайки тщательно осматривают, а затем стойки подвергают дефектоскопии. При наличии трещин они подлежат замене. Калибрами проверяют специальную резьбу диаметром 48,6 мм и резьбу М24 её можно восстанавливать электронаплавкой с последующей механической обработкой. Проверяют посадочные поверхности и износы отверстий в сферической втулке, головки стойки и приваренной к ней державке предохранительной скобы. В случае ослабления посадки или износа отверстия, более допускаемого, втулку заменяют. Изношенные торцевые поверхности стойки можно восстанавливать наплавкой со следующей механической обработкой и дефектоскопией. Изогнутую державку скобы разрешается выправлять, а при повреждении её сварного шва - срезать шов
И приваривать вновь. После очистки, осмотра и проверки на плите пружины имеющие трещины, изломы витков, перекосы или высоту в свободном состоянии менее 172 мм, обрабатывают. Просевшие пружины с высотой менее нормы ремонтируют, нагревая до температуры 920-980 градусов и разводя витки либо на станке, либо в ручную на плите. Пружины, признанные годными, испытывают под прессом на осадку трёхкратным нагружением статической нагрузкой, а за тем на прогиб под рабочей нагрузкой. Осадку определяют, измеряя высоту пружины до нагружения и после снятия нагрузки. Определяют действительную величину прогиба пружины как разность высоту пружины - свободной и под нагрузкой. Величина прогиба выбивается на стальной бирке, подвязанной проволокой к витку пружины.
Пружины подбирают таким образом, чтобы разница их прогибов на одной тележке не превышала 4 мм. После испытания пружины окрашивают.
Опорные шайбы и накладки тоже подвергают осмотру и при обнаружении трещин отбраковывают. Изношенные более 2 мм опорные поверхности деталей разрешается восстанавливать наплавкой с последующей обработкой на станке. Валики при износе более 1 мм восстанавливают до чертёжного размера вибродуговой электронаплавкой или наплавкой в среде углекислого газа с последующей механической и термической обработкой, а также дефектоскопией. В случае обнаружений трещин валики отбраковывают. Износ паза валика под стопорную планку и самой планки допускается не более 1 мм. Ослабшие в посадке или изношенные втулки рессорного подвешивания в кронштейнах рамы заменяют. В таких случаях отверстия втулок согласовывают с размерами валиков и их посадочных мест.
Листовые рессоры после обмывки подвергают осмотру. Рессора отбраковывается при обнаружении трещин в хомуте или рессорных листах, сдвига листов, ослабления хомута, а также в случаях, когда стрела прогиба разности плеч и зазоров рессоры в свободном состоянии превышают установленные нормы. Ремонт рессор осуществляется в локомотивном депо или на локомотиворемонтных заводах, имеющих специально оснащённые мастерские. Листы, которые имеют недостаточную стрелу прогиба, подвергают гибки и закалке, для чего их нагревают в кузнецах печах до температуры 1300-1350 градусов. Время выдержки листов в печи при нагреве под закалке 15-20 минут. При закалке листов рессор для охлаждения используются вода, минеральное масло, щёлочные и солевые растворы. Гибку нагретых рессорных листов выполняют или в штампах на специальных станках, или вручную по шаблонам. После гибки и закалке листы опускают для снятия внутренних напряжений, увеличения вязкости метала и снижения твёрдости. Для отпуска рессорные листы нагревают до температуры 475-500 градусов и выдерживают в печи при этой температуры в течение 20-40 мин. Усталостную прочность термически обработанных листов повышают наклёпом в специальных дробеструйных машинах.
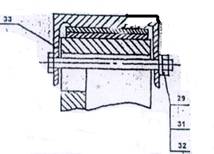
Перед сборкой рессорные листы правят (рихтуют) по радиусу на специальном шаблоне с предварительным нагревом до температуры 300-350 градусов. Затем собранный пакет листов в горячем состоянии (1000-1100)градусов, насаживают хомут и обжимают его со всех сторон на прессе. Собранные рессоры испытывают на остаточную деформацию под действием пробной, а затем рабочей статической нагрузке. После окончательной регулировки рессорного подвешивания под электровозом отклонения рессор от горизонтального положения не должно превышать 20 мм. Разница в прогибах рессор на одной тележке более чем на 2 мм не допускается. Отклонение рессорных стоек от вертикального положения не должно превышать 15 мм. Электровозы ВЛ 11 имеет независимое четырёх точечное рессорное подвешивание тележек. В отличии от них на электровозе ВЛ 8 примерно сопряжено балансирами двухточечное рессорное подвешивание тележек, устойчивость обеспечивается системой опор кузова. Устойчивость второй тележки создаётся меж тележечным соединением. Кроме того, в подвешивании кузова применены маятниковые листовые рессоры. Эти конструктивные особенности вызывают некоторое отличие в разработке и ремонте рессорного подвешивания. Производят тщательный осмотр и проверку состояния продольных и поперечных балансиров, при обнаружении трещин на длине между головками и вилками балансиры отбраковывают. Износ на боковых поверхностях до 2,5 мм разрешается оставлять без исправления. Дефектные сварные швы вырубают до основного метала, и накладывают новый шов. Наплавку балансира разрешается производить при износе, не превышающем 20% площади поперечного сечения. Проверяют износы опорных поверхностей ножек и гнёзд, рессорных стоек. Чтобы избежать перекосов стойки, её ножки должны иметь одинаковую длину, проверяемую на плите по угольнику. При наличии трещин рессорные стойки заменяют. Износ их опорных поверхностей, если он превышает допустимый, разрешается восстанавливать электронаплавкой с последующей обработкой на станке по шаблону. При обнаружении трещин и износов в гнёздах пружин, рессор, балансиров и ножек под рессорных стоек их заменяют или восстанавливают электронаплавкой с последующей обработкой. Тщательному осмотру также подвергают предохранительные устройства рессорного подвешивания-скобы, тросы и их крепления. Скобы с трещинами и тросы с обрывом жил более 5% сечения подлежат замене. Разборку рессорного подвешивания на электровозах начинают с рас шплинтовки и отворачиванием гаек с концов навесок рессор. Снимают предохранительные скобы рессор кузова, предохранительные тросы поперечной балки и разъединяют пятник масленой ванны боковой опоры от поводка. Затем мостовым краном или домкратом поднимают один конец рессоры, снимают маятниковые подвески, опускают поперечную балку с рессорами и сливают масло из ванн опор кузова. При демонтаже рамы тележки снимают, также накладки и пружины с шайбами с подвесок рессор сняв стопорные планки, выбивают валики и удаляют балансиры и рессорные подвески. Удалив шайбы и ослабив болты серёг, демонтируют листовые рессоры, а затем отворачивают болты и выжимают серьги из пружин букс. После очистки и обмывки, осмотра, дефектоскопии и ремонта детали поступают на сборку, которую проводят в порядке обратном разборке. Окончательно регулируют рессорное подвешивание после подкатки тележки под электровоз. Регулировку осуществляют сжатием или роспуском пружин верхними гайками рессорных подвесок для создания зазоров между верхом буксы и накладной на раме тележки 35 мм и между упорами тележки и рамой кузова у шкворневой балки тележки в пределах 25-40 мм.
ТЕХНОЛОГИЧЕСКАЯ КАРТА
| № п.п. | Осмотр рессорного подвешивания | Ремонт рессорного подвешивания | Инструмент, оборудование, приспособления |
| 1 | 2 | 3 | 4 |
| Осмотр и ремонт рессорного подвешивания. | |||
| 1 2 3 4 5 6 7 | Осмотреть состояние листов рессоры и ее хомуты. Проверить целостность спиральных пружин и их опорных шайб. Проверить отсутствие изгибов рессорных стоек, их перекосов относительно вертикали, наличие трещин, крепление опорных и предохранительных гаек, целостность шплинтов. Проверить отклонение листовой рессоры от горизонтального положения. Проверить разность прогибов пружины под рабочей нагрузкой. Проверить крепление стопорной планки валика рессоры. Проверить крепление фиксирующего кронштейн верхней гайки рессорной стойки. | Рессоры, имеющие трещины в листах, обратный прогиб, сдвиг листов от среднего положения относительно хомута более 3 мм. (проверяется по полоске, нанесенной белой эмалью), при ослаблении хомута или трещинах на нем - сменить. Трещины и изломы спиральных пружин и опорных шайб не допускаются. Зазоры между витками пружины должны быть одинаковыми. Изгиб стоек не допускается, перекос стоек относительно вертикали не более 15 мм. по всей длине. Стойки с трещинами и изгибами сменить. Ослабшие гайки закрепить. Изношенные или сломанные шплинты сменить. Проверку производить на прямом горизонтальном участке пути. Замер производить напротив рессорных стоек. Отклонение рессоры от горизонтального положения не более 20 мм. Устранение перекоса производить с помощью регулировочных гаек на стойках. Допускается разница прогибов пружин одной рессоры не более 4 мм. Ослабившиеся болты закрепить. Ослабившиеся болты закрепить. Оторванный кронштейн, к которому крепится фиксирующий кронштейн, приварить. | Метр, молоток. Лампа, молоток. Ключ 30-32, метр. Метр. Ключ 17-19. Ключ 17-19. Молоток, зубило, ключ 17-19. |
| Смена рессоры и под рессорных пружин. | |||
| 1 2 3 4 5 6 7 8 9 10 11 12 13 14 | Вынуть шплинты и отвернуть гайки стойки и валика стойки пружины. Поднять масляной тумбочкой раму тележки на 30-40 мм, отвернуть контргайку. Поставить масляную тумбочку на рессору под поводок и разгрузить пружину до освобождения валика стойки. Вынуть валик стойки, отвести стойку в сторону и вынуть ее вместе с пружинами и накладками. Плавно открыть запорную иглу масляной тумбочки и. после ее освобождения, убрать. Вынуть освободительный валик второй стойки под рессорной пружины и вынуть стойку. Осмотреть пружины, стойки, валики, заменить зазор между ними и высоту пружин. Отогнуть замочную пластину и отвернуть болты с топорной планки. С помощью приспособления поднять рессору до освобождения валика, вынуть ее и вывести рессору. Снять мостовым краном с помощью специальных тросов, поставить новую, завести рессору вниз буксы и поднять ее до совпадения отверстий в хомуте и буксе, вставить валик. Поставить стопорную планку и закрепить ее. Собрать комплект настойке со стороны, где поводок ниже оси буксы, поставить его наместо и вставить валик. Поставить масляную тумбочку на листовую рессору и опустить ее до свободной постановки стойки с комплектом пружин, поставить комплект, вставить валик и опустить тумбочку, плавно открыв запорную иглу. Закрепить гайки валиков и стоек, поставить шплинты. Проверить прогибы пружин и перекос рессорных стоек вертикальной плоскости. Проверить горизонтальное расположение листовой рессоры. Замерить вертикальный зазор между верхней частью буксы и рамой тележки. | Масляная тумбочка должна иметь свободный ход не менее 50 мм. Износ хвостовика рессорной и пружинной подвески не более 5 мм. Суммарный зазор между валиком и втулкой стойки не более 4 мм. Высота пружин в свободном состоянии не менее 180 мм. Износ с топорной планки не более 3 мм. Износ паза валика под стопорную планку не более 2 мм. Стрела прогиба листовой рессоры в свободном состоянии не менее 68 мм. Листовая рессора для замены подбирается с учетом того, что разница в прогибах рессор под рабочей нагрузкой на одной тележки не более 2,5 мм. Перед подстановкой валик смазать солидолом УС-2. Рессору ставить стороной с клеймом наружу. Валик смазать солидолом УС-2. Валик смазать солидолом УС-2. Разность прогиба пружин под рабочей нагрузкой не более 2,5 мм. При большей разности отвернуть фиксирующие кронштейны гаек рессорных стоек и довести разницу до нормы. Закрепить фиксирующие кронштейны. Перекос рессорных стоек в вертикальной плоскости после окончательной регулировки на прямом горизонтальном участке пути не более 20 мм, по всей длине стойки. Перекос листовой рессоры от горизонтального положения после окончательной регулировки рессорного подвешивания электровоза не более 20 мм. Вертикальный зазор между верхней частью буксы и рамы тележки на прямом горизонтальном участке пути не менее 40 мм. | Молоток, бородок, ключ 17-19, масляная тумбочка. Молоток, бородок, метр, щуп №2. Молоток, ключ 17-19. Приспособления для смены рессор, и выемки валика. Ключ на 17:19. Ключ 32-36. Линейка. Линейка. Линейка. |
ОХРАНА ТРУДА
В настоящее время трудно найти какое-либо промышленное предприятие, в технологических процессах которого не использовались бы в той или иной мере пар или горячая вода.
Преобразование химической энергии топлива в теплоту и дальнейшее ее использование – процесс сложный, требующий специального оборудования и высококвалифицированного персонала. По своему характеру этот процесс относится к производствам с повышенной опасностью, которая обусловливается сложностью разгрузки, хранения, подачи топлива к топкам котлов, возможностью самовоспламенения или даже взрыва топлива.
Трубопроводы, теплообменные аппараты и другое тепломеханическое оборудование в процессе их неправильной эксплуатации могут оказаться под давлением, превышающим расчетное, что может быть причиной их повреждений с выбросом в окружающую среду пара или перегретой воды, преобразующейся в пар. Последствиями таких нарушений могут быть разрушения оборудования, зданий, сооружений, тяжелые травмы людей.
Наиболее эффективный способ обеспечения безопасности – это создание безопасного технологического оборудования.
Охраной труда называют систему законодательных актов, социально - экономических, организационных, технических, гигиенических и лечебно-профилактических мероприятий и средств, обеспечивающих безопасность, сохранение здоровья работоспособности человека в процессе труда.
Одна из основных задач охраны труда заключается в обеспечении безопасности труда человека, т.е. создание таких условий труда, при которых исключается воздействие на работающих опасных вредных производственных факторов.
Для теплоэнергетических производственных процессов и отдельных работ, выполняемых на теплосиловом оборудовании, характерны следующие вредные производственные факторы: повышенная запыленность и загазованность воздуха рабочей зоны; повышенный уровень шума и вибрации на рабочем месте; повышенная влажность и подвижность воздуха; недостаточная освещенность рабочих мест.
Производственная санитария
Производственной санитарией называется система санитарно-технических, гигиенических и организационных мероприятий и средств, предотвращающих воздействие на людей вредных производственных факторов.
Производственная санитария тесно связана с охраной окружающей среды. Среди многочисленных источников загрязнения атмосферного воздуха промышленными выбросами одно из первых мест остается за теплосиловыми установками.
Микроклимат
Температура, относительная влажность, скорость движения воздуха возле тела человека, а также температура стен и окружающих предметов образуют микроклимат на рабочем месте.
Относительной влажностью называется отношение парциального давления ненасыщенного водяного пара (во влажном воздухе) к парциальному давлению насыщенного водяного пара при той же температуре. Температуру, относительную влажность и скорость движения воздуха измеряют на высоте 1,0 м от пола или рабочей площадки при работах, выполняемых сидя, и на высоте 1,5 м - при работах, выполняемых стоя, и не ближе 1 м от нагревательных приборов и наружных стен.
Различные сочетания этих параметров могут создавать одно и то же комфортное ощущение, которое соответствует оптимальным условиям для теплообмена тела человека с окружающей средой без напряжения терморегуляции организма.
Микроклимат нормируется в рабочей зоне на высоте до 2 м над уровнем пола или площадки обслуживания. Вне рабочей зоны микроклимат может быть иным. Нормируется оптимальный микроклимат, обеспечивающий тепловой комфорт и высокую работоспособность человека, и допустимый, при котором могут наблюдаться дискомфортные теплоощущения, временное ухудшение самочувствия и понижения работоспособности; но эти временные отклонения быстро нормализуются, не вызывая нарушения здоровья человека. Чем тяжелее выполняемая работа и больше избыточная теплота, тем ниже оптимальная для человека температура воздуха и больше скорость его движения.
Действующие санитарные нормы СН 512 – 78 устанавливают конкретные оптимальные значения температуры, относительной влажности и скорости движения воздуха в рабочей зоне машинного зала:
- температура, - 20-22 зимой и 20-24 летом градусов Цельсия;
- относительная влажность, - 50-60 процентов;
- скорость движения воздуха, – не более 0,5 метров в секунду;
- атмосферное давление, гПа – 1013,25 ГигаПаскаль.
Микроклимат полагается систематически контролировать путем измерения его параметров и сравнения их с нормами. Измерения проводят в нескольких точках помещения на высоте 1,3 – 1,5 м от пола и на расстоянии не ближе 1 м от источников теплоты или наружных стен.
Освещение
Правильно спроектированное, отвечающие требованиям санитарных норм освещение оказывает положительное психологическое воздействие на людей, снижает утомление, создает оптимальные условия для работы органов зрения, тем самым повышает безопасность труда и снижает травматизм.
Освещение создается естественным солнечным светом (естественное) и светом от электрических ламп (искусственное). Естественное освещение весьма благоприятно для человека, так как солнечный свет обладает большой диффузностью (рассеянием), оптимальным спектром, в нем гораздо больше ультрафиолетовых лучей. Искусственное освещение предусматривается в помещениях, где недостаточно естественного света, и для освещения в вечерние и ночные часы.
Основной задачей светотехнических расчетов является: для естественного освещения определение необходимой площади световых проемов; для искусственного - требуемой мощности электрической осветительной установки для создания заданной освещенности.
Хорошо должно быть освещены измерительные приборы, приборы автоматики и управлением, операторские помещения, все лестницы и площадки, коридоры и проходы.
Защита от шума и вибраций
Шум определяют как совокупность апериодических звуков различной интенсивности и частоты. Окружающие человека шумы имеют разную интенсивность: разговорная речь - 50...60 дБ А, автосирена - 100 дБ А, шум двигателя легкового автомобиля - 80 дБ А, громкая музыка - 70 дБ А, шум от движения трамвая - 70...80 дБ А, шум в обычной квартире - 30...40 дБ А.
Малые механические колебания, возникающие в упругих телах или телах, находящихся под воздействием переменного физического поля, называются вибрацией.
Шум, вибрация утомляют человека, мешают работе, снижают работоспособность и производительность труда, при длительном и интенсивном воздействии вызывают заболевания организма. В промышленных предприятиях существует много источников вибрации и интенсивного шума, в том числе насосы, вентиляторы, компрессоры, вращающиеся механизмы и др.
В закрытых помещениях шум, многократно отражаясь от стен, потолка и др., усиливается. Поэтому рекомендуется производить их акустическую обработку с помощью звукопоглощающих облицовок из пористых материалов (стекловолокна, минеральной ваты, поролона), имеющий большой коэффициент звукопоглощения.
Снижение вибрации и шума на рабочих местах до допустимых уровней является одной из важнейших задач охраны труда.
Вентиляция
Вентиляционные установки - устройства, обеспечивающие в помещении такое состояние воздушной среды, при котором человек чувствует себя нормально и микроклимат помещений не оказывает неблагоприятного действия на его здоровье. Для обеспечения требуемого по санитарным нормам качества воздушной среды необходима постоянная смена воздуха в помещении; вместо удаляемого вводится свежий, после соответствующей обработки, воздух.
Вентиляцией называется регулируемое перемещение воздушных масс с целью замены слишком нагретого или загрязненного воздуха помещений чистым с необходимой температурой и влажностью. На промышленных предприятиях используются следующие системы вентиляции:
- общеобменная механическая для удаления избытков теплоты, влаги, умеренно и малоопасных примесей воздуха равномерно из всего объема помещений;
- общеобменная естественная для удаления избытков теплоты;
- местная приточная для подачи охлажденного и увлажненного воздуха к рабочим местам.
Электробезопасность
Любое современное производство, насыщено электрооборудованием, измерительной техникой, автоматикой. Все это создает условия повышенной опасности поражения электрическим током, а в ряде случаев – особо опасные условия.
Электрический ток, воздействуя на тело человека, причиняет ему явные или скрытые повреждения, в том числе человека и на выходе из него; ожоги всего тела или отдельных его участков; электрические удары характерны внутренними повреждениями, мелкоточечными кровоизлияниями.
Для защиты людей от поражения током при замыканиях на корпус в сети применяется автоматическое отключение поврежденного участка и одновременно снижение напряжения на корпусах на время, пока не сработает отключающий аппарат или предохранитель. Такой способ защиты называется занулением.
В сетях с изолированной нейтралью основной способ защиты от поражения током – защитное заземление металлических частей оборудования, нормально не находящихся под напряжением. Заземление работает по принципу снижения до безопасного значения напряжения появляющегося при замыканиях на заземленных частях.
Действие электрического тока на организм
Электробезопасность — система организационных и технических мероприятий и средств, которые обеспечивают защиту людей от вредного и опасного воздействия электрического тока, электрической дуги, электромагнитного поля и статического электричества (ГОСТ 12.1.009—76 ССБТ «Электробезопасность. Термины и определения»).
Поражение человека электрическим током возможно только при замыкании электрической цепи через тело человека. Это возможно при:
—прикосновении к открытым токоведущим частям оборудования и проводам;
—прикосновении к корпусам электроустановок, случайно оказавшихся под напряжением (повреждение изоляции);
—шаговом напряжении;
—освобождении человека, находящегося под напряжением;
—действии электрической дуги;
—воздействии атмосферного электричества во время грозовых разрядов.
На исход поражения сильно влияет сопротивление тела человека, которое изменяется в очень больших пределах. Наибольшим сопротивлением обладает верхний слой кожи толщиной около 0,2 мм, состоящий из мертвых ороговевших клеток. Общее электрическое сопротивление тела человека при сухой, чистой и неповрежденной коже, измеренное при напряжении 15...20 В, находится примерно в пределах 3...1000кОм и больше; сопротивление внутренних тканей тела — 300...500 Ом. Поэтому люди с нежной, влажной и потной кожей, а также с повреждениями и ссадинами на коже более уязвимы для электрического тока.
При различных расчетах, связанных с обеспечением электробезопасности и расследованием электротравм, сопротивление тела человека принимают равным 1 кОм.
Электрическое сопротивление изоляции проводников тока, если она не повреждена, составляет, как правило, 100 кОм и более.
Электрическое сопротивление обуви и основания (пола) зависит от материала, из которого сделано основание и подошва обуви, и их состояния — сухие или мокрые. Например, сухая подошва из кожи имеет сопротивление примерно 100 кОм, влажная подошва — 0,5 кОм; из резины — соответственно 500 и 1,5 кОм. Сухой асфальтовый пол имеет сопротивление около 2000 кОм, мокрый — 0,8 кОм; бетонный — соответственно 2000 и 0,1 кОм; деревянный— 30 и 0,3 кОм; земляной— 20 и 0,3 кОм; из керамической плитки— 25 и 0,3 кОм. Очевидно, что при влажных и мокрых основаниях и обуви значительно возрастает электробезопасность.
Напряжение прикосновения U , В — разность электрических потенциалов между двумя точками тела человека, возникающая при его прикосновении к токоведущим частям, корпусу электроустановки или нетоковедущим частям, оказавшимся под напряжением.
Напряжение шага возникает, когда человек находится в зоне растекания электрического тока в основании или земле (рис. 6.5). Если ноги человека удалены на различное расстояние от точки стекания тока (как правило на размер шага), то они будут находиться под разными потенциалами. В результате возникает напряжение шага, равное разности потенциалов, между точками земли или другой поверхности на которой стоит человек обеими ногами.
К числу опасных и вредных производственных факторов (ГОСТ 12.0.003—74) относят повышенное значение напряжения в электрической цепи, замыкание которой может произойти через тело человека, повышенный уровень статического электричества, электромагнитных излучений, повышенную напряженность электрического и магнитного полей. В отношении опасности поражения людей электрическим током Правила устройства электроустановок классифицируют все помещения по следующим признакам.
Помещения с повышенной опасностью — характеризуются наличием в них одного из следующих условий, создающих повышенную опасность:
—сырости, когда относительная влажность воздуха длительно превышает 75% (такие помещения называют сырыми); или токопроводящей пыли (угольной, металлической и т.п.);
—высокой температуры (такие помещения называют жаркими), когда температура воздуха длительно (более суток) превышает 35 °С;
—токопроводящих полов (металлических, земляных, железобетонных, кирпичных и т.п.);
—возможности одновременного прикосновения к имеющим соединение с землей металлическим элементам технологического оборудования или металлоконструкциям здания и металлическим корпусам электрооборудования.
Особо опасные помещения — характеризуются наличием высокой относительной влажности воздуха, близкой к 100%, или химически активной среды, разрушающе действующей на изоляцию электрооборудования, или одновременным наличием двух или более условий, соответствующих помещениям с повышенной опасностью.
Помещения без повышенной опасности, в которых отсутствуют все указанные выше условия. Опасность поражения электрическим током существует всюду, где используются электроустановки, поэтому помещения без повышенной опасности нельзя назвать безопасными.
Территории размещения, наружных электроустановок. По степени опасности электроустановки вне помещений приравнивают к электроустановкам, эксплуатирующимся в особо опасных помещениях.
С учетом требований электробезопасности рекомендуются следующие номинальные напряжения для электроприемников:
12 В — для ручных светильников и переносного электроинструмента, применяемых в особо опасных помещениях;
42 В — для тех же целей — в помещениях с повышенной опасностью, а также для стационарных светильников, подвешенных ниже 2,5 м над полом, в помещениях особо опасных и с повышенной опасностью;
65 В — для аппаратов дуговой электросварки.
Организация безопасной эксплуатации электрооборудования
Работы в электроустановках выполняются:
—со снятием напряжения;
—без снятия напряжения на токоведущих частях и вблизи них;
—без снятия напряжения вдали от токоведущих частей, находящихся под напряжением.
Работы без снятия напряжения на токоведущих частях и вблизи них должны выполняться не менее чем двумя работниками, один из которых — производитель работ должен иметь группу по электробезопасности не ниже IV, остальные — не ниже Ш.
При работе в электроустановках напряжением до 1000 В без снятия напряжения на токоведущих частях и вблизи них следует:
—оградить расположенные вблизи рабочего места другие токоведущие части, находящиеся под напряжением, к которым возможно случайное прикосновение;
—работать в диэлектрических галошах или стоя на изолирую
щей подставке либо на диэлектрическом ковре;
—применять инструмент с изолирующими рукоятками (у от
верток, кроме того, должен быть изолирован стержень); при отсутствии такого инструмента пользоваться диэлектрическими перчатками.
Запрещается прикасаться к изоляторам электроустановки, находящейся под напряжением, без применения электрозащитных средств.
В электроустановках запрещается работать в согнутом положении, если при выпрямлении расстояние до токоведущих частей будет меньше указанного в табл. 6.3. При производстве работ около не огражденных токоведущих частей запрещается располагаться так, чтобы эти части находились сзади или с обеих боковых сторон. Подмости и лестницы, применяемые для ремонтных работ, должны быть изготовлены по ГОСТу или ТУ на них, Основания лестниц, устанавливаемых на гладких поверхностях, должны быть обиты резиной, а на основаниях лестниц, устанавливаемых на земле, должны быть острые металлические наконечники, Связанные лестницы применять запрещается. При обслуживании, а также ремонтах электроустановок применение металлических лестниц запрещается. Работу с использованием лестниц выполняют два работника, один из которых находится внизу.
При приближении грозы должны быть прекращены все работы на воздушных линиях (ВЛ) и в открытом распределительном устройстве (ОРУ), а в закрытом распределительном устройстве (ЗРУ) — работы на вводах и коммутационной аппаратуре, непосредственно подсоединенной к воздушным линиям. Во время дождя и тумана запрещаются работы, требующие применения защитных изолирующих средств.
Пожарная безопасность
Горением называется быстро протекающая реакция окисления горючих веществ, сопровождающаяся выделением большого количества теплоты и излучением света. Неконтролируемое горение вне специального очага, наносящие материальный ущерб, принято называть пожаром.
Предотвращение пожаров осуществляется главным образом путем исключения возможности образования горючих или взрывоопасных сред и источников зажигания. На случай пожара на предприятии должна быть пожарная защита для предотвращения воздействия на людей опасных факторов пожара и ограничения материального ущерба от него.
При пожаре необходимо в кратчайшее время эвакуировать из помещений всех людей. Это время определяется расстоянием от рабочего места до выхода наружу. Максимальные расстояния от наиболее удаленного рабочего места до эвакуационного выхода нормируются в зависимости от категории производства, степени огнестойкости здания и его этажности и не превышают 100 м.
В диспетчерской службе Тепловых сетей используют огнетушители порошковые (ОП-5), предназначенные для тушения электроустановок, так как, в помещении службы проходит очень много кабелей и проводов находящихся под высоким напряжением.
СПИСОК ЛИТЕРАТУРЫ
1. Правила текущего ремонта и технического обслуживания электровозов постоянного тока- 2000г, Москва, с.284.
2.Текущий ремонт и техническое обслуживание электровозов постоянного тока - С.Н. Красковская, Э.Э. Ридель, Р.Г. Черепашенец, 1999г, с.408.
3. Электровоз ВЛ11. Под редакцией Г.И.Чиракадзе, О.А.Кикнадзе, 1993г. Транспорт, с.464
4. Электровоз ВЛ11М. Под редакцией М.П. Сазонова, 1994г., Транспорт, с.416.
5.Управление грузовым электровозом и его обслуживание – Д.В. Яковлев, 1995г, с. 319.
6. Типовая инструкция по охране труда для локомотивных бригад - 1998.,Транспорт, с. 61.
7. Типовая инструкция по охране труда для слесарей по ремонту электроподвижного состава – 1998г., Транспорт, с.58.
8. Типовая инструкция по охране труда для локомотивных бригад ЦТ- 555М. Транспорт 2001. 16 с.
9. Типовая инструкция по охране труда для слесарей по ремонту электроподвижного состава ЦТК-8/1 Транспорт 1988.
Похожие работы

... привода, рычажная передача тормоза снабжена ручным приводом. Через вертикальный рычаг и винтовую передачу прижимаются тормозные колодки левой стороны второй и третьей колесных пар. 2.Ремонт экипажной части При осмотре крепления рукавов подвода воздуха к тяговым электродвигателям, чехлов опорно-возвращающего устройства, поводков, крышек осевых упоров букс, крышек и тяг гасителей колебаний, ...
... опору кузова проектируемого электровоза. (3.2) Полученная величина статического прогиба центрального подвешивания ≥ тогда условие выполняется 3.3 Проектирование и расчёт буксового рессорного подвешивания пассажирских электровозов При опорно-рамном подвешивании тягового двигателя и тяговом приводе II класса неподрессоренная масса, приходящаяся на одну ось, состоит из массы ...
... подбором величин "С" и "Р" согласно таблицам приведенным ниже. Для предотвращения западания серьги мертвой точки при эксплуатации вагонов с тележками модели 18-100 при ремонте тележек устанавливается модернизация в соответствии с ТИ 600.25100.00002, настоящего технологического процесса. После сборки рама тележки краном снимается с конвейера и подается на позицию выкатки. Рисунок 5 – Схема ...
... гасителей колебаний. В комплект гасителя входят: шпинтонная втулка 13, шесть фрикционных клиньев 14, верхнее и нижнее опорные кольца 10 и внутренняя пружина 4. Рис.1.3. Буксовое подвешивание тележки КВЗ-ЦНИИ Упругие элементы подвешивания совместно с гасителями колебаний амортизируют толчки, уменьшают динамические силы и повышают плавность хода вагона. Принцип действия гасителя колебаний ...
0 комментариев